

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Точность многооперационной вытяжки  Рис. 91. Способ устранения пружинения и-образной детали при гибке корректируют угол рабочих частей инструмента. При гибке деталей с U-образным контуром выполняют поднутрение боковых рабочих сторон пуансона иа угол v=0 30-M° (см. рис. 91). Этот способ достаточно эффективен только для относительно толстых металлов (s > 3 мм) и имеющих относительно небольшое значение п.,./Е. Для тонких металлов и металлов с относительно большим значением а.г/£ (для всех толщин) рекомендуется выполнять перегиб основания детали на угол у = 13° (рис. 91,а) с последующей правкой (рис. 91,6); значение угла у уточняют при отладке штампа. Ко второй группе относятся способы, основанные на подчеканке заготовки в зоне гибки. Например, рационально в процессе гибки U-образных деталей толщиной 5 > 1,5 мм чеканить (выдавливать) в их основании неглубокие канавки (см. гл. 22, рис. 6). 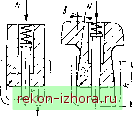
Рис. 92. Схема к определению усилий съема с пуансона U-образной детали 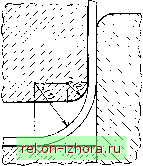 Рис. 93. Схема ступенчатого изменения кривизны изгиба детали В результате компенсации пружинения и-образная деталь может плотно охватывать пуансон. Поэтому в штампах обычно п[)едусматривают съемники. Усилие съема деталн с пуансона рассчитывают исходя из предположения, что штампуемая деталь плотно прилегает к пуансону и при съеме необходимо преодолеть силу трення. Усилие съема детали с пуансона (рис. 92) определяют по формулам r 4-s(l -х)/2 2МХ Я-х(1 +ц)/2 где М = Q.pW - момент упругого изгиба детали (II/ - момент сопротивления ее поперечного сечения); fi - коэффициент трения. Наибольшую кривизну /гм изгиба заготовки определяют по условию недопустимости разрыва металла [см. гл. 3, формулы (67)-(70)]. Если заданная кривизна не отвечает этому условию, выбирают (подбирают) такую схему приложения внешних сил, которая приводит к увеличению пластичности металла за счет повышения гидростатического давления. Простой способ повышения гидростатического давления при гибке U-образных деталей состоит в ступенчатом увеличении кривизны 1/г при введении дополнительных операций (рис. 93). Установлено, что отношение кривизны на второй ступени к кривизне на первой ступени должно быть таким, чтобы гп(1)/гп(2)<2. Радиус закругления рабочих кромок матрицы Гм имеет большое значение в работе штампа и в значительной степени влияет на его стойкость и каче-ствр штампуемой детали. Величину гм назначают в зависимости от схемы гибки, высоты полок штампуемой деталн и от ТО.ЙЦИНЫ исходного материала [см. гл. 3, формулы (101)- (102) ]. При этом следует учитывать, что стойкость матрицы и качество поверхности штампуемой деталн тем выше, чем меньше контактное напряжение в зоне контакта штампуемого материала с рабочими кромками, и, следовательно, тем выше, чем меньше кривизна 1/гм. Особенно это касается штампов для гибки и-образных деталей из толстолистового металла (или L-образ* ных деталей при горизонтальном расположении одной полки), когда вследствие значительной кривизны 1/гм могут возникнуть контактные напряжения, значительно превышающие предельные. Работоспособность гибочного штампа н качество изгибаемых деталей во многом зависят также от относительной протяженности поверхностей, предназначенных для правки элементов контура детали, ие подлежащих гибке. Реко(ендации по выбору этих поверхностей приведены в гл. 3. Прн гнбке V-образных деталей в случаях, когда применение прижимного устройства затруднительно, для того чтобы не было значительного снижения точности детали из-за смещения заготовки относительно пуансона, сокращают глубину матрицы н протяженность поверхностей для правки и увеличивают кривизну 1/гм (если на детали допускаются следы вдавливания кромок матрицы). Если матрицу выполняют цельной (см. рис. 85), во избежание концентраторов напряжения ее осиование выполняют по радиусу Гм, т. е. рабочие плоскости сопрягают с поверхностью, имеющей кривизну ~1/гм- В секционной матрице рабочие плоскости ие сопрягают, если в этом нет необходимости, связанной с требованиями технологии штамповки (см. рис. 100). 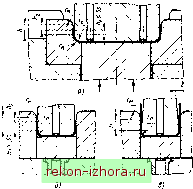 Рнс, 94. Геометрия рабочих частей штампов для и-обраэной гибки в завнснмостн от высоты полок Ширина С пуансоиа в зоне непосредственного контакта со штампуемой деталью не должна выходить за пределы участков матрицы, предназначенных для правки детали. В штампах для гибки U- и L-об-разных деталей, имеющих относительно небольшое значение hyls (рис. 94, а), принимают завышенную кривизну l/r кромки матрицы, так как прн малой кривизне коицы заготовки остаются без опоры. Так, при hy < 0,5si практически нельзя построить дугу радиусом Гм > 0,5s. При 3s > /ll > 0,5s принимают Гм hy. В случае, когда h> s, ограничение кривизны 1/гм отпадает; при этом принимают гм/s = 7, так как дальнейшее увеличение отношения Гм/s не дает существенного увеличения качества детали и стойкости штампа. При гнбке деталей из металлопластов увеличение отношения гм/s бывает неизбежным. В случаях, когда невозможно создать достаточное усилие прижима Рпр. гибку U- и L-образных деталей осуществляют с правкой элемента, получившего исправление. В частности, прн hi < 3s правится не только элемент, не подлежащий изгибу, ио также и участок гибки (рис. 94, а). При этом берут h= hi + hi, где А, ж Зч-5 мм. 2 J 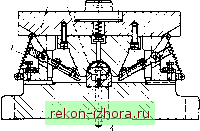 Рис. 9S. Схема гибки ПОбразиой детали с ерхиим расположением матрицы Прн гибке по схеме, приведенной на рис. 94, б {hi > 3s), участок изгиба не правится, но полка полностью заглубляется в матрицу. Этот метод применяют при высоких требованиях к прямолинейности полок. Зазор г между пуансоном н матрицей назначают в зависимости от относительной высоты полок детали и геометрии рабочнх частей штампа: при гибке по схеме, показанной иа рис. 94, а, 2 = smin при /I, <3s; при гибке по схеме, показанной на рис. 94, б. 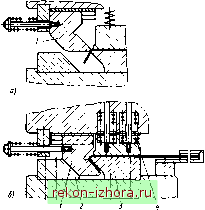 Рнс. 06. V-обрвэная гибка с матрицей-ползушкой н защемлением заготовки в горизонтальном положении г = ном при S < 3 мм, hi > 3s; г = Smax при S >3 мм, hi > 3s; в конструкциях с поднутрением пуансона (рис. 94, в) г~ Sniin-s,i m при h, -> 3s. В особых случаях зазор г меньше толщины штампуемого .материала. Схемы штампов, приведенные на рнс. 84-94, дают достаточное представление о конструкциях рабочих частей штампов для гибки V-, U- и L-образных деталей. Однако в практике конструирования имеется много частных решений. Рассмотрим некоторые из них. Пример 1 (рис. 95). V- или U-образ-иая гибка с расположением деталей полками вниз. Заготовку укладывают на шарнирно закрепленные фиксаторы 2, которые поддерживаются пружинами растяжения /. Пуансон 3 выполнен из двух составных частей, верхняя часть - подвижная. Опираясь иа буфер через шпильки 4, верхняя часть пуансона обеспечивает отлипание и подъем согнутой детали. При такой конструкции пуансона легче решаются вопросы загрузки заготовки и удаление готовой детали, что особенно важно в условиях автоматизированного производства. Одновременно создаются лучшие условия для периодической очнсткн матрицы от загрязнения. Пример 2. В случаях, когда одна полка V-образной детали относительно длинная, заготовку укладывают в горизонтальном положении. Соответствующий штамп оснащают подвижной матрицей / (рис. 96), выполненной в виде ползушки (составной нли цельной). При опускании верхней части штампа конец заготовки сначала изгибается на 90° (рис. 96, а), после чего матрица /, контактируя с клином 2, сгибает заготовку под острым углом по пуансону 3 (рнс. 96, б). Заготовка в процессе гибки постоянно удерживается пружинами 4. Пример 3. Изгиб заготовки на угол ISOf (гп = 0) ч.до смыкания сторон- (рнс. 97) надежно осуществляется за три операции: получение угла 90 (на рисунке не показано); подгибка одной полки на угол а 45 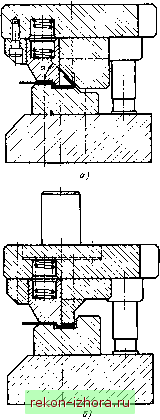 Деталь <- % А-А Рнс. 97. Изгиб заготовки до смыкания сторон (иа угол 180°) (рис. 97, а) и окончательный изгиб с правкой (рис. 97, б). Пример 4. Гибка угольника с применением в штампе шиберного устройства (рис. 98). Ранее полученные заготовки пачками укладывают вручную в магазин-накопнтель ,? и по одной штуке за каждый ход пресса сдвигаются шибером 2 в направлении к матрице. Магазин устанавливают в безопасной зоне от матрицы, иа расстоянии, кратном шагу подачи. В промежутке между магазином и матрицей заготовки удерживаются с помощью пружин 4. Конструкция ползушки 6 шиберного механизма обеспечивает возможность закрепления на ней шибе- 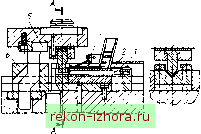 Рнс. 98. Штамп для гибки угольника, оснащенного шиберным питателем ра 2 перед магазином. Ступенчатый (двойной) клин 5, взаимодействуя с пол-зушкой, осуществляет возвратно-поступательное движение шибера. Согнутые детали сбрасываются с матрицы стержнем / и удаляются из штампа. Рекомендуемая толщина штампуемого материала s 1 мм. Пример 5. Штамповку из ленты многогранной оболочки (рис. 99) осуществляют путем последовательного перегиба ленты на угол а, равный углу грани. В зависимости от пластических свойств штампуемого металла значения угла а на рабочих частях 2 и 3 штампа для гибки уточняют с учетом пружинения заготовки. В процессе штамповки в этом случае представляется возможным производить подналадку величины изгиба изменением положения пуансона / в вертикальном направлении. Если штампуемый материал обладает повы- Леталь 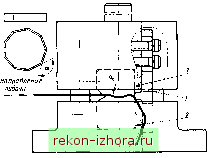 Рис. 99. Штамповка многогранного кольца путем последовательного изгиба заготовки  Рис. 100. Штамп для гибки Z-обраэной детали шенной упругостью, то прямолинейность грани оболочки достигается за счет введения кривизны с радиусом R в рабочих частях 2 и 3. Размер R устанавливают опытным путем. Пример е. Гибка Z-образных деталей требует от конструкции штампа возможности выполнения одновременно двух изгибов в заготовке (рис. 100). Рабочие части / и 2 пуансона, а также3 и 4 матрицы выполняют секционными, что облегчает процесс сборки и отладки штампа. С этой же целью предусматривается регулируемый упор 5. Пример 7. Штамп с жестким съемником- Если высота полок детали малая [hi < 3s), то достаточно применять съемник ( козырек ) с одной стороны (рис. 101), а если /ij > 3s, то необходимо наличие съемников с двух сторон. Пример 8. Штампы для гибки U-образных деталей из круглого проката в принципе не отличаются от штампов для гнбкн деталей из плоских заготовок. Пуансои 2, секции матрицы 3 и прижим 4 выполняют с полукруглыми канавками (рис. 102). Съем изогну- 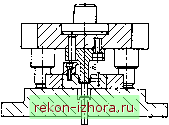 Рис. 101. и-обрааная гибка с применением одиостороинего (жесткого) съемника 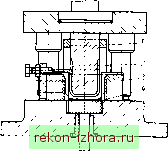 Рис. 102. Штамп с жестким съемником для и-образной гибки заготовки из прутка той заготовки с пуансона в приведенной конструкции осуществляется жестким съемником /. Фиксация заготовки регулируемая. Пример 9. Штамп для гибки и-образной детали из трубы или прутка круглого стержня с применением роликов 2 (рис. 103), успешно заменяющих неподвижную матрицу. Защемление заготовки прижимом 4 обеспечивает сохранение прямолинейности основания штампуемой детали и предотвращает сползание заготовки. Пуаисон /, по аналогии с роликами, выполнен с канавкой по радиусу заготовки. Съем готовой детали осуществляется механическим толкателем пресса. Ролики 2 смонтированы на основании 3 (цельном или двухсекционном), которое одновременно является продолжением матрицы. Учитывая наличие относительно большого радиуса детали по внешней стороне, необхо- 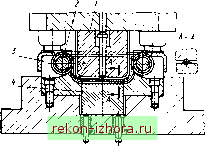 Рис. 103. Штамп для U-образиой гибки заготовки из прутка с применением роликов в матрице 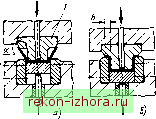 Рис. 104. Разрез конструкции штампа для И-образной гибки деталей с полкой ширимой < S S димо вести процесс с применением правки (удара) по г. Пример 10. Гибка Q-образных деталей. Трудность получения деталей подобной формы заключается в том, что в процессе формоизменения горизонтально расположенные полки защемляются между рабочими частями, и происходит растяжение концов заготовки. При 6 > 5s (рис. 104, б) практически невозможно получить деталь с заданными размерами за одну операцию при наличии традиционной жесткой матрицы. Как исключение, при невысоких требованиях к размерам горизонтальных полок можно согнуть й-образную деталь, у которой b < < 5s. В этом случае фланец пуансона / выполняется под некоторым углом а (рис. 104, а). Однако лучшего 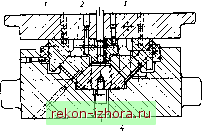 Рис. IOS. Разрез конструкции штампа для Q-образиой гибки деталей с полкой шириной ft > 5 9 результата достигают, когда в конструкции штампа предусмотрены подвижные секции матриц 2 (рис. 105). В кинематической связи с клиньями / и прижимом 4 штампуемая заготовка 3 постепенно приобретает й-образную форму. Данная схема обеспечивает хорошее качество штампуемых деталей с горизонтальными полками не только при b < 5s, но также и при b>5s. Пример 11. Окончательную {последнюю) операцию гибки деталей типа хомутиков и других подобных форм при раздельной (пооперациониой) штам- 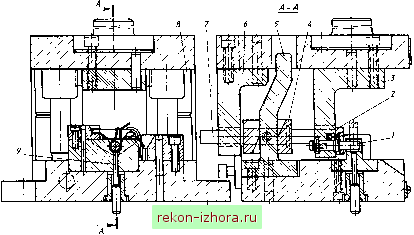 Рис. 106. Гибка деталей типа хомутиков с механизацией съема отштамповвииой деталн
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |