

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Точность многооперационной вытяжки 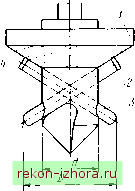 Рис. 9. Инструмент для сверления технологического отверстия и отбортовки развальцовкой Горловины иа трубах большой длины (в том числе горловины диаметром до 500 мм на трубах диаметром до 1 м) можно получить развальцовкой технологического отверстия в стеике трубы, полученного фрезерованием или сверлением. Указанные операции вы-полияют иа специальных станках моделей Т30Ч-Т500 (Финляндия), оснащенных комбинированным, легко переналаживаемым инструментом (рис. 9), состоящим из корпуса /, сверла 2, двух пальцев 3 для развальцовки и регулирующего коиуса с винтовой нарезкой 4. Последовательность изготовления горловины показана иа рис. 10. При опускании вращающегося ииструмеита (рис. 10, а) происходит сверление технологического отверстия; 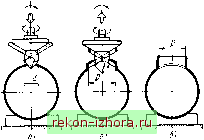 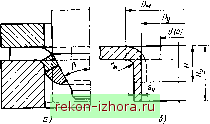 Рис. 10. Последовательность изготовления горловины иа трубе развальцовкой (способ Т-дрилл ) Рис. 11. Схема процесса отбортовки с утонением стеики при этом пальцы втянуты регулирующим конусом в верхнее положение так, чтобы их торцы ие выходили из корпуса. После окончания сверления коиус перемещается дальше внутрь трубы, затем выходит из корпуса, С помощью регулирующего коиуса выдвигаются пальцы и настраиваются иа развальцовку горловииы требуемого диаметра D. После этого инструмент перемещается вверх, пальцы для развальцовки контактируют с трубой и постепенно развальцовывают горловину (рис. 10, б), а затем выходят нз иее (рис. 10, в). В течение всего процесса отбортовки труба закреплена иа столе стайка. Время обработки зависит от диаметра горловииы, толщины ее стеики и материала трубы. При диаметре горловины 54 мм время обработки составляет 15-30 с; при диаметре горловииы 500 мм - 10- 20 мии. При диаметре горловииы свыше 100-120 мм фрезерование технологического отверстия и развальцовка производятся раздельно, за две операции. Рассмотренный способ получения горловииы иа трубах развальцовкой изнутри иа специальных стайках за-патеитоваи в Финляндии, где он получил иазваиие Т-дрилл . Отбортовка с утонением. Отбортовку с утонением выполняют, как правило, коническим пуансоном, который, по мере опускания в матрицу, вначале производит отбортовку без утоиеиия, а затем, когда в матрицу войдет его цилиндрическая часть, с утонением (рис. И, а). Утоиеиие стеики горловииы при отбортовке осуществляется при уменьшении зазора между пуансоном и ма- трнцей, который должен быть меньше толщины исходной заготовки. При отбортовке с утонением некоторый объем металла необратимо смещается вдоль образующей борта, увеличивая его высоту (рис. 11,6). При отбортовке с утонением достигается высокая точность (8-10 квалнтет) диаметральных размеров горловииы. Шероховатость поверхности Ra - 3,2-1,6 мкм. В результате упрочнения металла твердость горловииы увеличивается на 30-40 % по сравнению с твердостью исходной заготовки. Усилие, необходимое для отбортовки с утонением, приближенно определяют по формуле (рис. 11) Рп я (Dy -f Sy) X 1 -Фш V Фш / (15) где ф = fs (0) - Sy]/s (0); ф - относительное сужение поперечного сечеиия образца при растяжении в момеит образования шейки. Оптимальный угол наклона Ропт образующей конусного пуансона для отбортовки с утонением, при котором усилие наименьшее, определяют из выражения cos р = 1 - 0,5р 1п [(2 - Ins (0)/Sy) X Xs(0)/Syj, (16) где р - коэффициент трения. Высоту горловины приближенно определяют из условия неизменности объема кольцевого участка заготовки, ограниченного диаметрами d (0) и Dm = = Dy+ 2sy + 2r : Яу = [(Dy + 2Sy)-rf2 (0)] 4Sy (Dy -f Sy) s(0). (17) где Sy = s (0) Cy - толщина стеики горловииы (Ку - коэффициент утонения); Dy - внутренний диаметр горловины. Допустимое уменьшение толщины стеики горловииы, характеризуемое коэффициентом утоиеиия Ку, для пластичных металлов составляет 1,7- 2,0. Диаметр отверстия d (0) = d/Ky, где d = D - 2гм - S (0). I. ОБЖИМ Формоизменение заготовки. Под действием продольной внешней силы заготовка перемещается относительно матрицы и по мере продвижения в ее рабочую полость принимает форму оболочки (детали), состоящей из участков: 1, образованного вращением дуги радиуса D2> R > Dl2 вокруг оси симметрии детали (рис. 1,а); тороидиого 1 и конического 2 (рис. 1,6); сферического /, тороидиого 2 и цилиндрического 3 (рис. 1, в); тороидиого /, конического 2, тороидиого 3 и цилиндрического (рис. 1,г); участка 1, образованного вращением дуги радиуса R > D/2 вокруг оси симметрии детали, тороидиого 2 и плоского донного 3 (рис. 1,д). Обжатая часть детали может иметь асимметричную форму, состоящую из участков /-4 (рис. 1, е). Заготовка для обжима может быть цилиндрической и иецилиндрической формы, кругового и некругового сечеиия, с дном и без дна. Заготовка с дном обычно обжимается с открытой стороны и реже - с закрытой (рис. 1, д). Матрицы для обжима, как правило, имеют осесимметричную рабочую полость, однако она может быть и асимметричной, например, как показано иа рис. 1, е. Схема внешних и внутренних сил, напряженное состояние. При обжиме иа заготовку действует продольная внешняя сила Рпр, заталкивающая ее в матрицу. При этом на внешней поверхности заготовки, контактирующей с матрицей и перемещающей относительно нее, возникают контактные нормальные а и контактные касательные (от сил треиия) напряжения ца (рис. 2). Внутренняя поверхность заготовки свободна от напряжении, а контактные нормальные напряжения а при малой относительной толщине стеики {s/D < < 0,02) значительно меньше напряжения текучести, и его влияние на условие перехода в пластическое состояние и утолщение стеики заготовки незначительно. В связи с тем, что к заготовке приложена продольная сила Рдр и при этом происходит уменьшение поперечных кольцевых элементов заготовки, в зоне пластической деформации возникают меридианные и окружные Од внутренние сжимающие напряжения. Напряжение Са изменяется вдоль образующей деформированного участка детали от нуля в точке К, лежащей иа его торце до наибольшего значения Оао в сечеиии /-/. Окружные сжимающие напряжения Од вдоль образующей не изменяются; по условию пластичности Og = -Ра. Таким образом, напряженное состояние при обжиме близко к плоскому. Формулы для определения Оао при обжнме деталей с различной формой деформированного участка в открытом штампе (без радиального противодавления) приведены в табл. 1. Предельный коэффициент обжима. Формоизменение при обжиме ограничено явлением локальной потери устойчивости. При определенной (критической) величине продольных и окружных сил сжатия на детали появляются поперечные волны (рис. 3, а, б), вогнутости (рис. 3, в) или продольные волны (рис. 3, г). Вид потери устойчивости зависит в основном от относительной толщины стеики s/D заготовки, ее материала, условий закрепления в штампе и формы рабочей полости матрицы для обжима. Если матрица ие имеет направляющей части (см. рис. 3, а), поперечная круговая волна возникает в зоне переходной поверхности цилиндрического и конического участков детали. При наличии направляющего участка волны появляются у основания детали 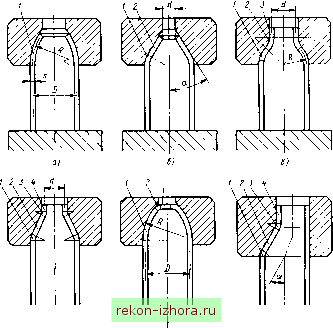 ч\\Ч\\\\\1 К\Ч\\\\\ г) д) е) Рис. 1. Схема обжима трубчатых заготовок в матрицах с различной формой рабочей полости (рис. 3, б). Поперечные круговые волны возникают при обжиме относительно толстостенных заготовок, у которых s/D = 0,030-0,035. Вогнутости (прогибы) и продольные волны, направленные вдоль образующей, возникают при обжиме относительно тонкостенных заготовок, у которых s/D < < 0,020. Если s/D = 0,0204-0,030, возможна потеря устойчивости как в виде круговых, так и в виде продольных волн. При обжиме стальных и алюминиевых заготовок, у которых s/D < 0,015, появляются продольные волны; при обжиме латунных заготовок возникает прогиб стенки. Вероятность появления продольных волн возрастает не только с уменьшением s/D, но и с уменьшением сил трения на поверхности контакта заготовки и рабочей полости матрицы, так как при этом облегчается скольжение заготовки в окружном направлении. При прочих равных условиях появление продольных волн более вероятно при обжиме заготовок в конической матрице по сравнению с куполообразной. Коэффициент обжима имеет предельное значение /Ср = D/dp, когда по мере продвижения заготовки в матрицу и сокращения ее диаметра d до d p напряжение Оа (или напряжение Og) достигнет критического значения а р, при котором начинается потеря устойчивости. Критическое напряжение при обжиме приближенно может быть определено по формуле В. С. Вольмира, полученной им по теории секущего модуля применительно к осевому сжатию относительно коротких цилиндрических замкнутых оболочек за пределами упругости: 4 S где Ее - секущий модуль, численно равный тангенсу угла наклона прямой. 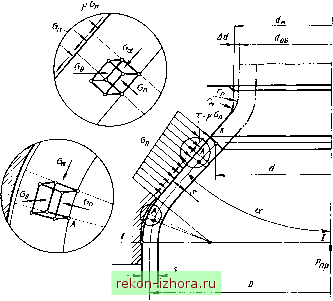 Рис. 2. Схема внешних и внутренних сил при обжиме и напряженное состояние очага пластической деформации: оП - Дчлметры соответственно матрицы и (Оболочки соединяющей начало координат с точкой, лежащей на диаграмме растяжения 0(f). Зная величину Ес= f (а), можно определить соответствующую критическую величину s/D для ряда произвольно взятых точек на диаграмме а(е), используя для этого формулу В. С. Вольмира, после чего построить график в плоскости ар, s/D. Согласно экспериментальным данным, при осевом сжатии стальных (из стали 40) цилиндрических заготовок с относительной толщиной стеики От; с увели- 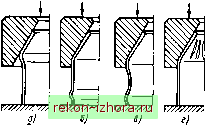 Рис. 3. Виды дефектов, возникающих при потере устойчивости заготовки при обжиме s/D = 0,060,08 а р чением s/D Окр становится больше, а с уменьшением - меньше а. При осевом сжатии коротких цилиндрических оболочек (L/D = 0,38ч-0,45) из сплава АМгб с относительной толщиной стенки s/D = 0,0027-4-0,027 и 0 = = 165-172 МПа А. Г. Пашкевичем и М.Ф. Кашириным установлено, что при s/D > 0,005 критическая нагрузка несколько превышает предел текучести; с последующим увеличением s/D нагрузка изменяется незначительно (рис. 4). График зависимости Окр/от от D/s при обжиме стальных заготовок в конусных матрицах с различными углами конусности, построенный по результатам экспериментальных данных, показан иа рис. 5. Поле графика, расположенное над заштрихованными уча- 1. Формулы для определения ао Эскиз обжатого участка заготовки Формулы 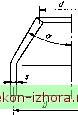 аао = а,ср/2(1 +pctga)(l -d/D) X (l + lDjd) (3 - 2 cos a) 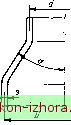 0 o = 0,5ascp ((I -f p ctg a) (1 - d/D) -f -f ls/d SHI a] (I -f lDjd) (3 - 2 cos a) 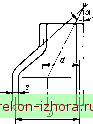 (l-fpctga)(l-d/D)-f s(l-fpctga) In jO. , 1 , J 2Dsin2a d D d 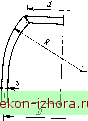 CTao = 0,5ascp -g- D-d + 2p X X V{D-d) (4R - D + d)-\-X (1 + lDjd) 4R }
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |