

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Точность многооперационной вытяжки 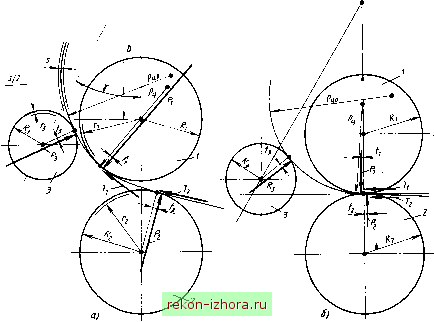 Рис. 43. Схемы нагружения листа внешними силами формулам (14)-(16). Силы, действующие на площадках контакта листа с приводными валками, имеют нормальные Pi, Р2 и касательные Ti, составляющие, а иа площадке контакта с гибочным валком - только нормальную составляющую Р3. Касательные Составляющие в сумме дают силу Т, необходимую для продвижения листа в валках прн его гибке. По мере продвижения материального поперечного сечения от площадки контакта листа с валком 2 к площадке контакта с валком 1 происходит увеличение внешнего изгибающего момента в этом сечении. Нагружение сечения от упругого переходит к упругопластическому и затем к пластическому. Кривизна листа принимает максимальное значение 1/рц при прохождении сечения под площадкой контакта, причем здесь она содержит в себе пластическую и упругую составляющие. При дальнейшем продвижении материального сечеиия от площадки контакта листа с валком / к площадке контакта с валком 3 изгибающий Момент убывает, происходит упругая разгрузка сечения. Убывает упругая составляющая кривизны. Когда же сечение проходит над площадкой контакта листа с валком 3, кривизна имеет только пластическую составляющую 1/рц.о, изгибающий момеит и упругая составляющая кривизны принимают нулевые значения. Изменение упругой составляющей кривизны прн продвижении материального сечеиия от одной площадки контакта к другой необходимо учитывать при настройке машины на заданную пластическую составляющую кривизны изготовляемой оболочки. Для единичного перемещения сечения листа в направлении центральной линии равенство нулю работы всех внешних и внутреиинх сил имеет вид А = А (М,) -Ь Лх. к -Ь т. с -Ь т. п. (105) где А (Mz) - работа пластической деформации изгиба листа [см. формулы {31)-(33)]; Рз/з (106) - работа трения качения валков по листу (/i, /2, /3 - коэффициенты трения качения валков по листу); -4т. с = л (l-ici + l-i2c/2) = 7- (107) - работа трения скольжения поверхностей относительно друг друга на контактных площадках приводных валков с листом (л - коэффициент проскальзывания приводных валков; л = = 0,050,1); А- п = V4PiRnilRi + v-zP-iRmlR-z + + \i3P3Rn3IR3 (108) - работа трения цапф радиусов Лщ, Rm Ru3 в опорных подшипниках скольжения; А == MilRi + (109) Мощность привода валков N Мш, (112) где со - угловая скорость Силы Pi, Р2. Рз, знание которых необходимо для расчетов валков на прочность и жесткость и определения потерь на трение, вычисляют по упрощенной расчетной схеме (рис. 44, а, в), в которой кривизна центральной линии листа иа участке, находящемся в валках, принимается постоянной. Силу Т вычисляют по формуле Т ->~ Т, + 72, (ИЗ) - работа крутящих моментов и Ма, подаваемых на приводные валки. Если радиусы приводных валков одинаковы, т. е. Ri = R2, то Л = (Ml -f M2) ?i = MiR-,; М = Ml + M2. (110) При /i = f2 = [з = f. lc = 120 = = [ic, 11 = I-I2 = N = l-t суммарный крутящий момент M = A(M,)Ri + (f + nHo) (Р1+Р.г) + + fPsRi/Ra + (PiRni + P-zRm + + P3RmRilR3)- (111) Коэффициент трения качения валков по горячекатаному стальному листу составляет / 0,8; из цветного металла / 0,3-i-0,4. Коэффициент трения скольжения для листа из горячекатаной стали рс 0.2. для холоднокатаного листа Не < 0,12; р = = 0,050,08 - коэффициент трения в обычных опорных подшипниках скольжения с бронзовыми вкладышами (по данным Е. И. Мошннна). где Ti = pcPi; = Рс2- Для удобства расчета силы Pi, Р, Рз прини.мают сосредоточенными по образующим контактирующих цилиндрических поверхностей. При заданных параметрах машины (Ri, Rt, Рз D, у) различным комбинациям значений параметров настройки b и В может соответствовать одна и та же кривизна !/рц изгибаемой оболочки. Если же кривизна 1/рц и параметр b заданы, другие геометрические параметры принимают определенные значения; их вычисляют по формулам для косоугольного треугольника в следующей последовательности. Сначала определяют углы cos аг = [(Рц + Ri) + + (Pn-/?if-61/(2 X X {рц + Р2) iPn-Ri)b собР2 = [6 + (Рц + /?2)=- -(Рц-/?1П/(2й (Рц + Р2)]; Ф2 = 2 + к Теперь ДЛЯтреугольника со сторонами С, D, Е (см. рис. 44) известны стороны D и £ = Рц - /?1 и угол Фг между ними. Вычисляют его сторону С и угол 62. После чего рассматривают треугольник со сторонами Л, В и С. В нем известна сторона Л = Рц -Ь -\- R3, найдены сторона С и угол у + + Oj, противолежащий стороне Л. Вычисляют сторону В. Затем для 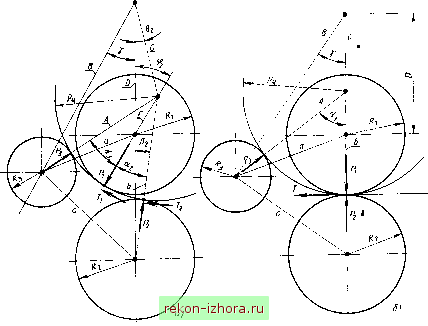 Рис. 44. Расчетные схемы соответствующие схемам нагружения на рис. 42 треугольника со сторонами а. А, Е определяют сторону и косинус угла аз. Силы вычисляют по формулам Pi = Мг/{рц [sinaj + [ic (cosaj -1)1); (114) Рз = Мг/(Рц sin аз); (115) Pi = Рг (cos ttj - [ic sin ttj) + -ЪЯзСозаз. (116) Нажимное устройство должно развивать на втором валке вертикальное усилие Ры. в = Рг cos + П sin Ps, (117) а его направляющие поверхности воспринимать горизонтальное усилие Ри . г = Ра sin Рг + 7-2 cos Pj. (118) В случае, когда b = Ri-\- R, = = О (см. рис. 44,6), согласно (114), Рг = оо. Однако формула (114) применима до Рп [sin аг ->г [ic (cos - - 1)] >5. При Рц [sin а2 + + Рс (cos аг - 1) ] -> о сила Рг Род (59). Следовательно, Рн. в>Рсд, Рн,г = 7. (119) Силу Рз рассчитывают по формуле (115), но поскольку имеет место изгиб сдвигом, значение внутреннего изгибающего момента М, найденное по формулам (14)-(16), следует уменьшить на 30-50 %. 5. ГИБКА ТРУБ И СТЕРЖНЕЙ СО СЛОЖНОЙ ФОРМОЙ ПОПЕРЕЧНОГО СЕЧЕНИЯ Схемы гибки-на гибочных машинах и устройствах. Схемы гибки труб круглого сечения наматыванием на копир показаны на рнс. 45. Конец трубы 7
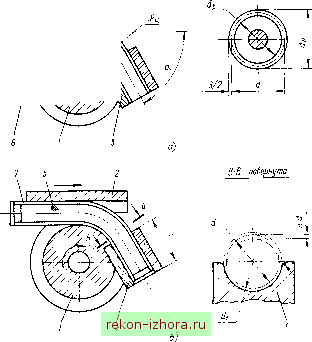 Рис. 45. Схемы гибки трубы круглого сечения наматыванием на вращающийся копир: а - с оправкой; б - с наполнителем; t - копир; 2 - нажимной ползун; 3 - прижим; 4 - оправка; 5 - наполнитель; 6 - складкодержатель; 7 - труба закрепляют на копире / с помощью прижима 3. С противоположной от копира стороны располагается нажимной ползун 2. В трубу вводят или оправку 4, или наполнитель 5. Складкодержатель 6 охватывает трубу со стороны копира /. При вращении копира труба стягивается с неподвижной оправки 4 и наматывается на копир до заданного угла а. Ползун воспринимает усилие гибки и движется вместе с трубой, чтобы не возникла сила трения. Вращение копира может сопровождаться его качением по неподвижному нажимному ползуну. Роль ползуна может выполнять неподвижно закрепленный ролик или нажимная колодка. Угол гибки, обеспечиваемый гибочными машинами, обычно а 210°; при а> 180° копир выполняют разъ. емным в плоскости рб. Обычно обеспечивается гибка труб с отношением s/d > 0,03. Наименьший радиус изгиба рц = l,5<i. Диаметр di сечения тороидальной поверхности копира, а также цилиндрической поверхности ползуна берется равным l,01d . Радиус копира назначают с учетом пружинения. Длину прижима принимают / > > l,5d. Если деталь должна иметь несколько изогнутых участков достаточной длины, сопряженных между собой без промежуточных прямых участков, прижим 3 для последующей гибки выполняют с тороидальной зажимной поверхностью, соответствующей участку предшествующей гибки. Складкодержатель 6 используют иа Рис. 46. Виды onpasOK, вводимых в трубы круглого сечения: а - цилиндрическая; б - ложкообразная; вне - гибкие составные с кольцами гибочных машинах повышенной точности для изгиба особотоикостенных труб на радиус рц < \,bd . Виды оправок показаны на рис. 46, области их применения на рис. 47. При гнбке без оправки и без наполнителя сечение трубы искажается (см. рис. 45,6). Относительное изменение диаметра сечеиия для 0,03<s/d< <: 0,2 Ad/d = 6 (0,2 - s/d)/(pJd}. npHs/d> 0,2 и рц/й> 2 искажение незначительно; Ad/d<0,07. Поверхность ложкообразных оправок, контактирующую с изогнутым участком трубы, выполняют тороидальной. Взаимное расположение ра- . бочих поверхностей копира и оправки обеспечивается при наладке. Если 0,10 Рнс. 47. Области применения оправки: над Линней / оправки не требуется; над линией - цилиндрической; над линией III - ложкообразной; над линией IV - гибкой между цилиндрическими поверхностями оправки и трубы имеется зазор, его можно в определенной степени компенсировать. Для этого оправку устанавливают так, чтобы ее тороидальная поверхность по возможности ближе вписывалась в заданную тороидальную поверхность изгибаемой части трубы. Допускаемый зазор между цилиндрическими поверхностями ложкообразной оправки н трубы в зависимости от dj, имеет следующие значения: dg, мм до 5,0 50-100 Зазор, мм 0,5-1,0 1,0-1,5 йв, мм 10!-200 св. 200 Зазор, мм 1,5-2,0 2-3 При гибке труб обычной точности на каждый типоразмер трубы диаметром до 50 мм рекомендуется применять не менее двух оправок различного диаметра; при большем диаметре труб - не менее трех оправок, поскольку разброс значений превышает величину допускаемого зазора между оправкой и трубой. При гибке труб повышенной точности обычно применяют одну оправку иа каждый размер трубы. Длина цилиндрической части оправки составляет от bd (при d 30 мм) до 3d (при d > 120 мм). Смазывание трущихся поверхностей оправки и трубы производится через каналы в оправке, либо внутреннюю поверхность трубы смазывают заранее. Перед смазыванием трубу необходимо очистить от окалины и загрязнений. В мелкосерийном производстве для изготовления деталей из тонкостенных труб вместо оправки часто применяют наполнитель. Наматывание заготовки может быть осуществлено как при вращающемся, так и прн неподвижном копире (рис. 48). Гибку с неподвижным копиром применяют для особо длинных заготовок (до 100 м), прн изготовлении деталей, имеющих несколько изогнутых участков, сопряженных друг с другом илн разделенных относительно 
Рис. 48. Схемы гнбкн труб наматыванием на неподвижный копир: и - односторонняя; б - двусторонняя короткими прямыми участками, а также при групповой гибке труб, собранных предварительно в плоские ряды (плети). При наматывании трубы на неподвижный копир оправку в нее не вводят. Данную схему гибки применяют, как правило, при sId 0,06, p /d> 1,8 и d80 мм. Плечо действия поперечной силы /=(3-5)d. Схему двусторонней гибки (рис. 48,6) применяют в специализированных гибочных машинах для крупносерийного и массового производства. В машинах для гибки труб прямоугольного сечеиия и стержней со сложной формой поперечного сечения используют схему гибки наматыванием на копир (рис. 49). В плоскости гибки копир может иметь иекруглую форму. При этом в процессе вращения копира нажимная колодка совершает возвратно-поступательное движение. Схема гибки в роликах труб и стержней со сложной формой поперечного сечения не отличается принципиально от схемы гибки в валках листового металла (см. рис. 42, 43). Но форма сечении роликов плоскостью г, р профилируется, т. е. соответствует форме поперечного сечеиия изгибаемого стержня. Это необходимо для обеспечения по возможности наибольшей площади контакта роликов с заготовкой, что уменьшит напряжения смятия, приводящие к искажению формы поперечного сечения детали. Кроме того. есЛн сечение заготовки плоскостью г, р не симметрично относительно луча р, профилированные поверхности роликов воспринимают на себя осевые силы. Машины для гибки в роликах не симметричных заготовок могут иметь дополнительные ролики, воспринимающие осевые силы. Оси вращения дополнительных роликов обычно перпендикулярны осям основных роликов. Гибку симметричных заготовок с относительно малой высотой поперечного сечения можно производить по двух-роликовой схеме; один ролик покрывают толстым слоем эластичного материала. Схема гибки труб в роликах с устройством для создания проталкивающей силы Ра (рис. 50) удобна для реализации в машинах с программным управлением. В зоне деформации может быть установлено нагревательное устройство для иагрева узкой зоны заготовки. Если в области формоизменения необходимо создать продольное сжатие усилием Рд для расширения технологических возможностей процесса, гибочный ролик 2 (см. рис. 50) заменяют водилом 2 (рис. 51). Продольное сжатие в сочетании с локализацией формоизменения в узкой зоне нагрева позволяет уменьшить утонение трубы на выпуклой стороне и отклонение от круглости его поперечного сечения. Так, при Рц/й = = l,4-i-l,5 и s/d> 0,025 утонение не превышает 6 %, отклонение от круглости 10-15%. Минимальное значение Рц/= 0,8ч-1,0. Схема гнбкн путем проталкивания заготовки через фильеры (рнс. 52) сходна со схемой проталкивания через ролики (см. рис. 50). Отлнчне - возможность поворота фнльер 1-3 вокруг центральной линии заготовки, а еле-
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |