

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 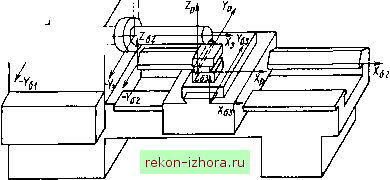 Рис. 1.6.30. Координатные системы баз токарного станка Таким образом, у токарного станка имеются три комплекта направляющих, которые определяют траекторию движения исполнительных поверхностей, т.е. три комплекта баз станка. При этом продольное и поперечное движения резца могут осуществляться последовательно или одновременно. В этом случае возникает проблема выбора баз станка для установки резца. С целью анализа процесса установки резца и заготовки построим координатные системы на основных базах резца Lp, технологических базах заготовки 2!з, посадочных отверстиях под шпиндель Sgi, направляющих станины I,Q2 и поперечных направляющих продольных салазок Хц-, (рис. 1.6.30). В задачу входит выбор баз станка для заготовки и резца. При этом следует подчеркнуть, что в силу невозможности изготовления станка без погрешностей, всегда объективно существуют неточности относительного расположения комплектов направляющих. Применительно к токарному станку имеет место погрешность расположения трех комплектов направляющих: 2бЬ 2б2, 2бЗ. Установка заготовки. Пусть на станке нарезается цилиндрическая резьба. Для установки заготовки на станке имеется только один комплект направляющих, с помощью которого в процессе движения заготовки определяется ее положение. Таким комплектом направляющих являются поверхности отверстий коробки скоростей под опорные шейки шпинделя Lgi. Погрешность установки заготовки относительно системы Zei по угловым координатам ф и 6 вызовет изменение величины радиального (жения заготовки вдоль ее оси. Погрешность установки заготовки по угловой координате ф приведет к угловому смешению положения захода резьбы на торце. Теоретически нет разницы между установками заготовки по координате ф относительно системы Lgi или относительно системы I,q2- Для выбора базы установки в этом случае надо знать, относительно какой системы установлен резец. И заготовка, и резец для сведения погрешности настройки к минимуму должны быть установлены относительно одной и той же системы координат: Z51 или Sez. Учитывая конструкцию токарного станка, сначала должен быть установлен резец по координате ф, а затем заготовка, так как заготовкой легко осуществить регулировку ее положения по координате ф. Отклонения положения системы Z3 относительно системы Sf,: по линейным координатам К и Z вызовут одинаковое радиальное биение заготовки на всем протяжении оси заготовки. Погрешность установки заготовки по координате X вызовет погрешность линейного размера, определяющего положение резьбы на заготовке. Установка заготовки по координате Х также может быть осуществлена относительно системы Sgi или 11,2 при условии, что резец будет установлен по координате X относительно той же системы координат. Поскольку на станке имеется механизм регулировки положения резца по координате X, постольку целесообразно сначала установить заготовку, а затем резец. Если установить заготовку по координатам ф, 6, у, z относительно направляющих станины (Ебг), то в силу наличия погрешностей относи-гсльного положения баз станка Egi и Еб2, обусловленных погрешностью изготовления станка, появятся дополнительные погрешности установки. Таким образом, заготовку следует устанавливать относительно координатной системы Хбь построенной на базах станка под шпиндель (по координа-i ам ф иХ заготовка может быть установлена относительно системы Egz). Установка резца. Дзя обеспечения формообразующего движения при нарезании цилиндрической резьбы резец должен совершать поступа-icjibHoe движение вдоль оси шпинделя (OeiXgi). Это движение обеспечивайся направляющими станины станка (Zez). Учитывая погрешность относи-кмп.ного положения баз станка Sg, и 1,2, необходимо выбрать такую базу 11апка из перечисленных двух, при которой влияние погрешности их относительного положения на погрешность обработки будет минимальным. 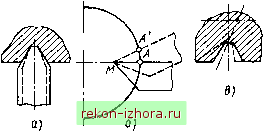 Рис. 1.6.31. Влияние угловых отклонений положения резца на точность профиля резьбы (штриховой линией показано положение резца в результате погрешности углового положения резца) Согласно известным рекомендациям, установим резец относительна базы станка 1,52 и обозначим погрешность положения 1,2 относительно Sgi через отклонения по шести координатам: Дх, А;-, Az, Дф, Ац/, А. Отклонение Дф установки резца по угловой координате ф вызове: погрешность ширины профиля резьбы (рис. 1.6.31, а). Кроме того, изменятся углы X, а; и аг, что ухудшит условия резания боковы.ми режушими кромками резца. В связи с этим резец по координате следует устанавливать относительно системы Sei. Отклонение Дф вызовет погрешность профиля резьбы по высоте, так как проекция МА на МА будет меньше последней (рис. 1.6.31, б). При этом изменятся передний и задний углы резца, поэтому и по координате ф резец надо устанавливать относительно системы Е!. Погрешность Д6 приводит к тому, что профиль резьбы окажется ik перпендикулярны.м оси заготовки (рис. 1.6.31, в). Кроме того, изменятся главный и вспомогательный углы резца в плане. В связи с этим по угло вой координате 6 резец надо устанавливать относительно системы Sei. Отклонения по линейным координатам, в частности по координате Ау, вызовут погрешность среднего диаметра резьбы, по координате Ах погрешность положения резьбы по оси заготовки, и Az - пофешносп. среднего диаметра резьбы и искажение профиля резьбы. Таким образом, резец следует устанавливать относительно направляющих шпинделя а не относительно направляющих станины станк;: 2б2- Однако, в отличие от установки заготовки на станке, для резца имс ется механизм перемещения его по линейным координатам Х и К, чю позволяет легко компенсировать погрешности Дх и Az. Аналогично должны устанавливаться и другие сменные элементы технологической системы.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |