

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 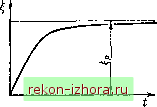 Рис. 1.6.20. График изменений теплового удлинения резца £
W 24 т,мин Время 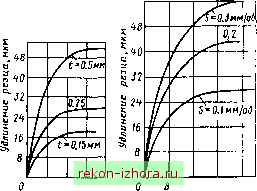 8 16 24 г,мин Время 6) 16 24 T,MUii Время Рис. 1.6.21. Графики изменения теплового удлинения резца с пластинкой Т15К6 во времени при непрерывной работе: а - f = 0,25 мм; S=0,\ мм/об; б - v = 122 м/мин; S=0,\ мм/об; в- \ = 120 м/мин; t = 0,5 мм тигается состояние теплового равновесия На рис. 1.6.20 дана характерная зависи мость теплового удлинения консольной части резца от времени резания (4р - удлинение резца при его тепловом равновесии) При обычных условиях работы удлинение резца может достигать 30...50 мкм. Нафев, а следовательно, и удлинение резца растут с увеличением подачи, глуби ны и скорости резания; удлинение резца возрастает также с повышением предела прочности (твердости по Бринеллю) обрабатываемого; материала (рис. 1.6.21). Приведем фафики тепловых перемещений технологической системы. На рис. 1.6.22 показаны кривые 1-5, характеризующие изменения температуры, и кривые 6-8, характеризующие тепловые перемещения
5: 5: & & 1-Ш -20 О JJTJZrffrzrv
Рис. 1.6.22. Температурные изменения и тепловые перемещения элементов круглошлифовального станка: / - масло гидросистемы; 2 - корпус шлифовальной бабки; 3 - нагрев станины при максиматьном расчетном режиме работы; 4 - станина; J - охлаждающая жидкость; б - перемещение шлифовального круга; 7 - изменение радиуса обрабатываемой детали; 8 - перемещение детали в результате тепловых деформаций станины отдельных элементов, а также изменения радиуса обрабатываемых деталей. Из графиков J~8 видно, что в ряде случаев тепловые перемещения возрастают быстрее температуры. Объясняется это тем, что повороты деталей станка, происходящие из-за неравномерного нафева деталей, увеличивают перемещения связанных с ними других деталей пропорцио-HiuibHO расстояниям точек, в которых измеряется перемещение относительно оси поворотов. 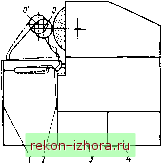 Рис. 1.6.23. Эскиз круглошлифовального станка Причиной неравномерного нафева стенок 1, 2 (рис. 1.6.23) станины являются источники тепла в виде электронасосов подачи масла и охлаждающей жидкости, а также баки i, 4, расположенные в правой части станины, и др. 1.6.2.3. Влияние изнашивания элементов технологической системы на точность изготовления детали Тип технологической системы, рабочий процесс, условия работы оказывают влияние на характер изнашивания деталей технологической системы. В то же время во многих технологических системах содержатся типовые узлы, механизмы, соединения, выполняющие одни и те же функции и характеризующиеся одним и тем же видом изнашивания. Наибольшая степень изнашивания наблюдается у деталей, с помощью которых выполняются рабочие функции технологической системы. Обычно рабочие процессы характеризуются большим силовым и тепловым воздействием. К таким деталям относятся, например, резец, пуансон, поршень и т.п. У технологических систем наибольшему изнашиванию подвержены направляющие станины и обрабатывающий инструмент. В свою очередь у станин интенсивному изнашиванию подвергаются направляющие. Особенно это ярко проявляется в условиях крупносерийного и массового производства. Например, при обработке роторов электродвигателей на токарном станке суппорт совершает многократные возвратно-поступательные движения в пределах одной и той же зоны направляющих станины. В результате в этой зоне уже через месяц наблюдается заметный износ направляющих, порождающий пофешность формы ротора в продольном сечении.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |