

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи А,мм 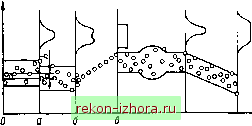 Номер изделия Рис. 1.5.5. Точечные диаграммы, отражающие действия различных факторов развертывания отверстий в деталях, когда сломанную развертку заменяют новой, имеющей другой фактический диаметр). Если для выборки О-б построить кривую рассеяния, то она будет иметь двугорбый вид. На участке б-в наблюдается систематическое изменение размера, близкое к линейному (примером является действие изнашивания шлифовального круга). Кривые рассеяния для выборки на участке б-в будут подчиняться закону равной вероятности. Для участка в-г характерно влияние доминирующего случайного фактора (например, если среди заготовок оказалась партия заготовок, полученных на другом, уже изношенном штампе, имеющем большие размеры, то эта партия заготовок будет иметь больший разброс припуска), а кривая рассеяния будет близка к закону нормального распределения. Изменения на участке г-д, обусловленные совокупным действием случайных факторов и одного систематического, подчиняющегося линейному закону, будут иметь кривую рассеяния размера, близкую по форме к трапеции. Для определенных условий технологического процесса, например при обработке партии деталей на станке, рабочий, чтобы не допустить неисправимый брак, старается уменьшить вероятность выхода размера детали за нижнюю границу допуска. В этом случае кривая рассеяния размера получается в виде асимметричной кривой с центром группирования, смещенным в сторону верхней границы допуска на размер (рис. 1.5.6, а). Кривая рассеяния какой-либо характеристики, являющейся положительной величиной (например, эксцентриситет), при действующих случайных факторах имеет вид кривой нормального распределения, расположенной в квадрате положительных значений (рис. 1.5.6, 6). 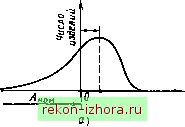 Размер 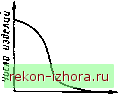 Размер Рис. 1.5.6. Кривые рассеяния: а - при стремлении рабочего не допустить неисправимый брак; б - положительной величины При длительном времени действия технологического процесса факторы, влияющие на него, изменяются по составу, величине и направлению. То один, то другой фактор в течение какого-то времени может стать доминирующим, поэтому в общем случае распределение выходных показателей технологического процесса во времени непрерывно изменяется. Отклонение выходного показателя технологического процесса для конкретного /-го изделия (рис. 1.5.7), равно алгебраической сумме отклонений, вызванных действием каждого фактора, т.е. , = + Дш, + Q где Я - номинальное значение выходного показателя; Дш/ - отклонение (-10 изделия, обусловленное совокупным действием систематических факторов; Q, - отклонение /-го изделия, обусловленное совокупным действием случайных факторов. К основным числовым характери-с1икам рассеяния выходного показате-> технологического процесса при из-юговлении партии изделий относят моле рассеяния ш, координату Дш середины поля рассеяния, координату М{х) НС игра группирования, параметры, члрактеризующие кривую рассеяния (грсднеквадратическое отклонение, mu Персию, коэффициент относитель- р с. 1.5.7. Схема базирования iiolt асимметрии, медиану и др.). размера /-го изделия 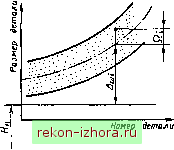  1.5.5. ТЕХНОЛОГИЧЕСКИЕ РАЗМЕРНЫЕ СВЯЗИ При обработке заготовки или сборке изделия соответственно заготовка, деталь, сборочная единица должны занять определенное положение в технологической системе и быть лишены относительно ее базирующих элементов всех степеней свободы; для этого они должны иметь полный комплект технологических баз. Однако в ряде случаев, когда технологические базы совпадают с конструкторскими, они не имеют полного комплекта баз. Как правило, это бывает тогда, когда деталь или сборочная единица в зависимости от своего назначения имеет в изделии одну или несколько степеней свободы. Если, например, вал в изделии должен вращаться вокруг своей оси, то для лишения его остальных пяти степеней свободы достаточно пяти опорных точек (рис. 1.5.8). В этом случае оставшиеся пять опорных точек образуют две базы: двойную направляющую (точки у, 2, 3, 4) и опорную базу (точка 5). Отсутствие одной базы оставляет валу возможность вращаться вокруг своей оси. Если вал должен вращаться и поступательно перемещаться, то он должен опираться на четыре опорные точки для лишения четырех степеней свободы, образующих двойную направляющую базу, оставляя валу две степени свободы. В случаях, когда у детали отсутствует полный комплект основных баз, возникает противоречие между необходимостью наличия у детагш соответствующего числа степеней свободы и необходимостью лишения ее всех степеней свободы при изготовлении. Чтобы устранить указанное противоречие и удовлетворить требования технологии, т.е. довести числи опорных точек и баз до полных комплектов, применяют скрытые базы. Однако на практике применять скрытые базы неудобно. Чтобы сократить затраты времени на базирование и повысить его точность, воображаемые базы и опорные точки материализуют с помощью явных баз Их материализация осуществляется посредством создания реальных поверхностей или разметочных линий и точек, представляющих собой следы пересечения координатных плоскостей. В процессе обработки заготовки Рис. 1.5.8. Эскиз ступенчатого орки изделия имеет место тако. agjjg явление, как смена технологических оа
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |