

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи Итак, постановка задачи по производству изделий заключается в выпуске изделий, отвечающих своему служебному назначению в требуемом количестве в заданный промежуток времени и с наименьшими затратами общественно полезного труда. Прежде чем перейти к изложению путей решения этой задачи, необходимо изучить закономерности технологического процесса, понимание которых служит основой ее правильного решения. 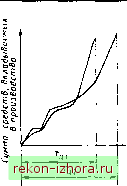 Рис, 1.4.41.Зависимость цикла изготовления от суммы вкладываемых средств КОНТРОЛЬНЫЕ ВОПРОСЫ 1. На какие виды делятся поверхности деталей? 2. Что такое модуль поверхностей? 3. На какие классы делятся МП? 4. Чем характеризуется МП? 5. В чем разница между внешними и внутренними размерными связями МП? 6. Что такое граф размерных связей МП деталей? 7. Как строится граф МП детали? 8. Что показывает граф МП детали? 9. Что такое модуль соединения? 10. Приведите примеры МС. 11. Как строится гистограмма МП? 12. Каково соотношение базирующих, рабочих и связующих МП у различных изделий? 13. Последовательность построения графа МП и МС изделия. 14. Как в табличной форме записывается информация с фафа МП де1-али? 15. Как в табличной форме записывается информация с графа МП, МС изделия? 16. Посфоить размерную цепь с помощью графа МП, МС изделия. 17. Что такое технологичность изделия? 18. Какими показателями оценивается технологичность изделия? 19. В чем разница между производственной, технологической и полной себестоимостью? 20. В чем разница между прямыми и косвенными зафатами? 21. Чем отличается трудоемкость от себестоимости? Глава 1.5 ОСНОВНЫЕ ПОЛОЖЕНИЯ И ЗАКОНОМЕРНОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ 1.5.1. ОБЩИЕ СВЕДЕНИЯ Технологические процессы механосборочного производства подразделяют на заготовительные процессы для получения заготовок, процессы обработки заготовок для получения деталей и сборочные процессы. В результате технологического процесса происходит изменение свойств предмета труда: изменяются физические, химические, механические свойства материалов, размеры и форма предмета труда, качество его поверхностного слоя, внешний вид и др. Таким образом, в основе любого технологического процесса лежит соответствующий метод воздействия на предмет труда. Основу технологических процессов изготовления деталей составляют формообразующие методы, методы изменения физико-механических свойств материала, методы воздействия на качество поверхностного слоя (методы покрытия, отделки, окраски и др.). Формообразующие методы делятся на методы со съемом материала и без съема материала. Первые подразделяются на методы резания материала (точение, строгание, сверление, зенкерование, развертывание, фрезерование, протягивание и др.), методы абразивной обработки (шлифование, хонингование, супоршлифование, доводка и др.), электрофизические и электрохимические методы. К методам без съема материала относятся методы пластического деформирования; к методам изменения физико-механических свойств материала относятся различные виды термической обработки, химико-термические процессы. Основу сборочных технологических процессов составляют методы соединения деталей, которые делятся на методы, образующие разъемные и неразъемные соединения. К методам, образующим неразъемные соединения, относятся пластическое деформирование, сварка, склеивание, пайка и др. Технологический процесс может состоять из одной или нескольких операций; последовательность операций технологического процесса принято называть маршрутом. В технологический процесс включаются не только операции, связанные с изменением свойств предмета труда, но и операции контроля и транспортировки. В свою очередь технологическая операция представляет собой совокупность технологических и вспомогательных переходов. входные характеристики заготовок, деталей, сборочных единиц Технологическая система рабочий, вспомогательные, сопутствующие процессы Действующие факторы Качество изделия время изготовления Себестоимость изготовления Рис. 1.5.1. Структура технологической операции Содержание операции может быть представлено с помощью схемы (рис. 1.5.1). Согласно этой схеме, внутри технологической системы происходит качественное изменение предмета труда или изменение его положения под воздействием рабочего процесса, вследствие чего их исходные качественные характеристики преобразовываются в заданные качественные характеристики изделия. Эти преобразования осуществляются в условиях действия вспомогательных, сопутствующих процессов и окружающей среды. Для качественного преобразования предмета труда необходимы затраты энергии, времени и материальных средств. При этом операцию можно осуществлять при непосредственном участии человека или без него. Рассмотрим содержание элементов технологической операции. Выходные показатели - это конечный результат операции, который характеризуется качеством полученного изделия, затратами времени на осуществление операции и ее себестоимостью. Входные данные при изготовлении детали характеризуют качество laroTOBKH, поступающей на операцию; при сборке - это качество деталей и сборочных единиц, поступающих на сборку. Качественные характеристики выражаются в номинальных значениях и допусках на отклонения. Тип технологической системы определяется технологическим процессом (например, идя сборочного процесса - это сборочная машина, для механической обработки деталей - это обрабатывающая система, для операции упаковки - это упаковочная машина и т.д.). Технологическая система характеризуется целым рядом параметров, описывающих ее технологические возможности и качество.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |