

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи Снижение разнообразия и количества МП достигается за счет дополнения МПБ, являющихся неполными комплекта.ми баз, до условно-полного и за счет объединения нескольких МПС в модуль, подобный по конструкции одно.му из типовых МПБ или МПР. Среди базирующих МП большая доля МП являются неполны.м комплектом баз, а среди МПС большинство содержат одну-две поверхности, к которым, как правило, не предъявляют высоких требований по точности. Эти обстоятельства открывают воз.можность формировать МП или МПИ, добавляя к неполным комплектам баз базирующих модулей связующие модули в качестве недостающих поверхностей. Статистика показывает, что наиболее высокие требования по качеству предъявляются к МПБ, МПР и редко к МПС. Поскольку МПР содержится у малого числа деталей изделия, а МПБ присутствует у каждой, то наиболее часто МПИ строятся на основе МПБ. Учитывая, что процесс формирования МПИ детали из ее конструкторских МП оказывает существенное влияние как на но.менклатуру, так и на количество МПИ у детали, его следует считать важным этапом в подготовке исходных данных для разработки модульного технологического процесса и при организации МПИ придерживаться следующих рекомендаций; 1. Формирование МПИ должно осуществляться: а) присоединением к МПБ или к МПР связующих модулей, состоящих из технологических поверхностей; б) присоединением к МПБ, являющимся неполным комплектом баз, МПС в виде недостающих поверхностей для образования полного комплекта баз; в) объединением нескольких МП, образующих типовую конструкцию МПБ, МПР. 2. При составлении МПИ запрещается разъединять поверхности, принадлежащие одному МП. Как показывает накопленный опыт, наиболее часто МПИ формируется путем присоединения к МПБ связующих МП, реже МПС присоединяются к МПР, еще реже МПБ объединяются с МПР или МПС объединяется с МПС. 3. После формирования всех МПИ детали необходимо произвести корректировку размеров и допусков как в пределах каждого МПИ, так и детали в целом. Рассмотри.м формирование МПИ на примере шестерни вала коробки отбора мощности. 0.45 по длине :г/6а Максимально бозможиое эак/>гление у края !у6а с шероюбдтастыо ( min обеспечить технологиеО Острое кромки бьеб затупить фоскоО tx45 с оЬош торцеЬ 67,8 -0.074 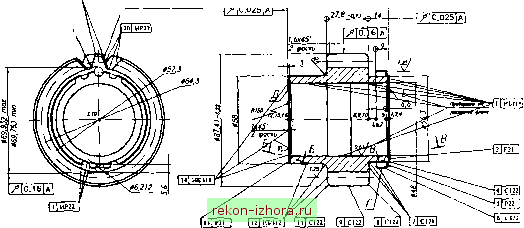 1иб31) - 1б311 (2р112, 20р121, 21р121) + зс121 4с121 2р21 -5р21 зир22 25р22 -г 26с21 т 27р22 4c122=6c122 5р22=7р22 6ci22 -8с122 7с121 -9с121 8с122= 10с122 9с122- 1ic122 10ир22 = 22р22 -г 24р22 +23с21 11с122= i2c122 12иб312 = 13ci12 + 14ci22 15с122 13р21 = 16р21 14ибм11 = 18см2(17р112)+ i9c121 Зопрабт торцеб шяии бенца Г Н2:1  Рис. 2.3.9. Шестерня вала коробки отбора мощности как совокупность МП и МПИ На рис. 2.3.3 показан чертеж шестерни в модульном исполнении. Согласно вышеперечисленным рекомендациям, сформируем МПИ шестерни. После просмотра всех МП, начиная с первого модуля, были получены следующие МПИ: 1МПИБ311 представляет собой сумму модулей 1Б311 (20Р121, 21Р121, 2Р112). ЗС121 и 4С121, объединенных тем, что они будут изготавливаться совместно: ЗМПИР22 = 27Р22 + 25Р22 + 26С21, которые получаются при нарезании шлицев; 9МПИР22 = 22Р22 + 24Р22 - 23С21. получаемые при нарезании зубьев; 11МПИБ312= 13С112- 14С122- 15С122, образующие модуль поверхностей, эквивалентный по конструкции МПБЗ 12 и в отличие от последнего иметь штрих в обозначении; 13МПИБ311 = 18С112(17Р112)+ 19С121, образующие модуль поверхностей, эквивалентный по конструкции неполному МПБ311. После формирования МПИ получили чертеж шестерни как совокупности МПИ и оставшихся без изменения МП (рис. 2.3.9), где уже другая нумерация модулей, напри.мер, бывший 5Р21 (рис. 2.3.3) стал 2Р21 и т.д. 2.3.5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ Методика разработки традиционных единичных технологических процессов имеет ряд существенных недостатков. Главный недостаток состоит в том, что в основу выбора последовательности изготовления детали положен геометрический принцип, т.е. деталь рассматривается как совокупность независимых элементарных геометрических поверхностей. Отсюда возникает избыточное множество вариантов последовательности изготовления этих поверхностей и, как следствие, многовариантность технологических процессов изготовления одной детали. В то же вре.мя технолог, понимая наличие связей между отдельными поверхностя.ми, обусловленных совместным выполнением служебных функций, предусматривает их изготовление на одной операции или на разных операциях путем построения и расчета технологических раз.мерных цепей. Однако степень учета этих взаимосвязей во .многом зависит от опыта
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |