

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи W М 1Ь 1 ? 3 5 6 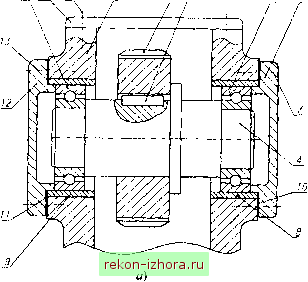 llMCV <Ь-Т -uv-o-:-А-о-Р-о-я-67-0-6-6- и ;wc5 Рис. 2.2.8. Сборка части редуктора: а - чертеж части редуктора; б - схема сборки Последовательность сборки изделия может быть разработана в нескольких вариантах. Выбор наиболее рационального варианта последовательности сборки осуществляется на основе проведения расчетов экономической эффективности. Наиболее целесообразным будет тот вариант, который обеспечивает мини.мальную технологическую себестои.мость сборки изделия, сокращения цикла сборки изделия и у.меньшение объема незавершенного производства.
МС1 МС2 MCJ меч МС5 МС6 МС1 МС Рис. 2.2.9. Гистограмма МС редуктора На основе полученной схемы сборки изделия формируется технологический маршрут, который представляет собой последовательность сборочных операций, а также расположение контрольных и вспомогательных операций. В свою очередь сборочная операция состоит из одного или нескольких МТС. Перед построением технологического маршрута выбираются или разрабатываются МТС под осушествление каждого МС. В соответствии с этим технологический .маршрут строится на основе разработанной схемы сборки изделия и МТС и вк-зючает последовательность и содержание технологических и вспомогательных операций сборки. В свою очередь содержание технологической операции составляют МТС и связывающие их вспомогательные переходы. С целью выбора наиболее эффективного варианта технологического маршрута производится нормирование всех МТС для определения трудоемкости сборочных работ и построения циклогра.ммы сборки. Цикло-гра.м.ма сборки служит: 1) для установления возможно более короткого цикла сборки путем совмещения во времени выполнения отдельных переходов; 2) для соединения переходов технологического процесса сборки с целью формирования операций, выполняемых на каждой из рабочих позиций (или мест) в промежутки времени, по возможности равные или кратные установленно.му такту; 3) для внесения необходимых для этого изменений в конструкцию изделия (повышающих ее технологичность), в технологический процесс сборки или технологическую оснастку. Полученная циклограмма используется для выявления резервов сокращения цикла сборки посредством: 1) совмещения выполнения МТС или целых операций во времени; 2) сокращения трудоемкости выполнения отдельных переходов. Содержание операций устанавливают в зависи.мости от выбранного типа производства и такта сборки. При массовом производстве содержание операции должно быть таким, чтобы ее длительность была равна такту (несколько меньше такта) или кратна ему. Выполняемая работа должна быть по своему характеру однородной и отличаться определенной законченностью. Длительность операции определяют укрупненно по нормативам с последующим уточнением и корректировкой. Продолжительность всех несовмещенных операций необходимо запроектировать равной или кратной установленно.му такту, т.е. добиться синхронизации операций. Этого можно достигнуть путем перераспределения МТС и промежуточных вспомогательных переходов технологического процесса между операциями, сокрашения.ми трудоемкости МТС за счет механизации труда, внедрения новых видов технологической оснастки, увеличения точности механической обработки сборочных единиц и деталей, поступающих на сборку, изменения конструкции изделия для перехода на достижение требуемой точности методами взаи.мозаменяе-мости или регулировки, дополнительного деления изделия на сборочные единицы, повышения квалификации работающих, лучшей организацией рабочих мест. Одновременно с разработкой технологического процесса общей сборки изделия должен производиться критический анализ его конструкции с учетом использования всех возможностей и особенностей на.ме-чаемого технологического процесса и внесения необходимых изменений для повышения технологичности изделия. На эффективности сборочного процесса благоприятно сказывается совпадение сборочных единиц изделия с его агрегатами и механизмами. Конструкция изделия, построенная с учетом этого совмещения, позволяет: 1) осуществлять независимую и параллельную сборку, регулировку и испытание каждой сборочной единицы; 2) подавать на общую сборку изделия сборочные единицы, отвечающие их служебно.му назначению; 3) сокращать вышеизложенны.ми путя.ми цикл и трудоемкость общей сборки, увеличивать выпуск с единицы сборочной площади и улучшать другие технико-экономические показатели;
|
|||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |