

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи На выбор метода соединения из перечисленных выше факторов наибольшее влияние оказывает наличие в соединении зазора или натяга. В соединениях с зазором проиесс соединения осуществляется посредством свободного присоединения детали с усилия.ми, связанны.ми в основном только с преодолением веса присоединяемой детали. Соединение с зазором отличается определенной спецификой. Контакт деталей в этом соединении осуществляется с помощью пары МПБ, являющихся в изделии рабочими .модуля.ми поверхностей в случае наличия их относительного движения. Конструктивное оформление последних совпадает с соответствующими МПБ и зависит от числа степеней свободы, заложенного в соединении, и заданной траектории движения. Например, в соединении ласточкин хвост ползун имеет одну степень свободы (возможность поступательного движения), а в шарнирном соединении деталь и.меет три степени свободы (возможность трех вращательных движений). Специфика сборки соединения с зазором заключается в том, что соединение представляет собой совмещение двух МПБ, когда изделие не работает, т.е, подвижное соединение превращается в неподвижное. Когда же изделие начинает работать, то при наличии относительного движения МПБ деталей, образовавших соединение (МС), переходят в категорию МПР. Наличие движения одного модуля относительно другого обеспечивается отсутствием соответствующих поверхностей у МПР и в задачу оставшихся входит лишение деталей соответствующих степеней свободы. К примеру, в соединении ласточкин хвост , чтобы ползун .мог двигаться только поступательно, две поверхности МПР должны выполнять роль, аналогичную тем, которые выполняют соответственно установочная и направляющая базы. С их по.мощью ползун лишается пяти степеней свободы; трех вращательных и двух поступательных движений. Поэтому, когда подвижное соединение переходит в категорию неподвижного соединения, МС оказывается образованным парой МПБ, представляющих собой неполные комплекты баз. При этом у МС одного наименования состав поверхностей в МПБ может быть разным в зависимости от того, скольких степеней свободы лишаются детали в этом соединении. На рис. 2.2.6 в качестве примера приведены три варианта МС4: лишение зубчатого колеса установленного на валу всех степеней свободы (рис. 2.2.6, а), лишение зубчатого колеса пяти степеней свободы (рис. 2,2.6, б), когда зубчатому колесу оставляется возможность врашения на валу, и лишение зубчатого колеса только четырех степеней свободы (рис. 2.2.6. в), чтобы оно могло вращаться на валу и перемещаться вдоль его оси. 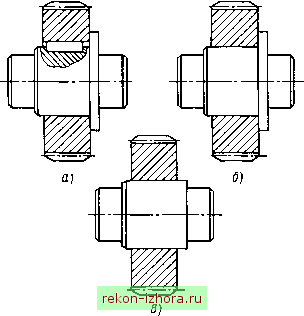 Рис. 2.2.6. Варианты базирования зубчатого колеса при лишении: а - шести степеней свободы; б - пяти степеней свободы, в - четырех степеней свободы Процессы соединения с натягом можно разделить на две группы: соединение способом пластического деформирования и соединения тепловым способом. В первом случае процесс соединения и фиксация достигнутого положения осуществляются практически одновременно, во втором случае -последовательно. Сначала одну из соединяемых деталей нагревают или охлаждают, затем осуществляют их соединение. Далее по мере охлаждения нагретой детали или нагрева охлажденной детали в соединении возникает натяг и тем самым осуществляется фиксация достигнутого относительного положения. Итак, на содержание МТС определяющее влияние оказывает конструкция МС, его размерные и качественные характеристики, материал, размеры и конструкция соединяемых деталей. Эти факторы можно разделить на две группы: факторы, определяемые непосредственно МС бз;2 63/2  2.2.1. Разновидности конструктивного оформления .V1C4 (конструкция, размеры, качественные показатели), и факторы, определяемые соединяемыми деталями (материал, размеры, конструкция). В свою очередь МС одного наименования могут существенно различаться видом посадки, конструкцией, размерами и качественными характеристиками. В качестве примера на рис. 2.2.7 приведены два вида одного и того же МС4, образованные модулями поверхностен БЗ 11 и БЗ 12. В связи с этим под МС каждого наименования необходимо разработать группу МТС, которые учитывали бы не только разнообразие характеристик МС, но и полноту совмещаемых МПБ и масштаб выпуска МС. МТС состоит из трех основных эгапов: предварительное базирование присоединяемой детали, в результате которого соединяемые детали должны занять требуемое относительное положение; непосредственно процесс соединения; фиксация достигнутого положения. С учетом этих этапов формируют технологические и вспомогательные переходы МТС.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |