

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи Итак, при условии, что допуск на зазор в подшипниках изменен, радиальный зазор в насосе можно обеспечить по методу неполной взаимозаменяемости при риске в 0,27 %. При заданном масштабе выпуска такой риск вполне приемлем, а допуски экономически достижимы. Поэтому, принятый метод достижения точности можно признать эффективны.м. Аналогичным образом устанавливаются методы достижения точности остальных замыкающих звеньев. Если потребуется, вносятся соответствующие изменения в чертежи деталей. Размерный анализ помогает оценить конструкцию насоса с точки зрения сборки - насколько она технологична. Например, наличие общих звеньев в размерных цепях показывает необходимость предусмотреть при сборке соответствующие меры по достижению точности замыкающих звеньев. Выбор методов и средств контроля качества изделия. Методы контроля качества изделия оказывают существенное влияние на технологический процесс его сборки. В зависимости от уровня точности контролируемого параметра, трудоемкости контроля, величины такта выпуска контроль качества изделия его сборочных единиц и соединений может в ряде случаев выноситься в самостоятельную операцию. Контроль качества изделия в процессе его сборки включает не только методы контроля, базирующиеся на использовании средств измерения, но и визуальные. Несмотря на несовершенство и субъективность оценки качества сборки изделий и их узлов на основе визуального контроля, этот вид контроля необходим на протяжении всего процесса сборки изделий, поэтому играет чрезвычайно важную роль. Выявление царапин, забоин, коррозии, окалины и загрязненности поверхностен смонтированных деталей, контроль наличия прокладок, шайб, проверка качки деталей, легкости хода, шума зубчатых колес должны выполнять не только контролеры на контрольных постах, но и сами сборщики при выполнении сборочных операций. Контроль точности собранного изделия и его сборочных единиц имеет целью проверить соответствие точности формы, относительного положения и перемещения их исполнительных поверхностей установленным норма.м. Эффективность любого контроля тем выше, чем ближе удается получить результаты измерений контролируемых параметров к их действительным значениям. Степень приближения измеренного к действительному зависит от следующих факторов: 1) раскрытия смысла контролируемого параметра и явлений, порождающих возникновение погрешностей; 2) правильности раскрытия взаимосвязи различных параметров и умения выделить контролируемый параметр; 3) правильности выбора или разработки средств контроля; 4) техники осуществления контроля. Правильная и четкая терминология раскрывает смысл контролируемого параметра. Однако для успешного контроля еще недостаточно представлять смысл контролируемого параметра. Необходимо видеть и учитывать взаимосвязь контролируемого параметра с другими параметрами точности изделия. Например, согласно определению радиального биения его причиной служит несовпадение оси контролируемой поверхности с осью вращения самой детали. Но зто несовпадение складывается из относительного смещения и поворота осей / - 1 н 2 - 2 в пространстве (рис. 2.2.3). Поэтому судить о радиальном биении какой-либо поверхности детали можно не вообще, а лишь применительно к сечению, в котором осуществляется контроль. Кроме того, на величину радиального биения при его контроле влияет погрешность формы профиля контролируемого сечения. Чтобы получить при контроле наиболее полное представление о значении контролируемого параметра, необходимо исключить, насколько это возможно, влияние погрешностей параметров, взаимосвязанных с ним. Например, соосность переднего и заднего центров токарного станка обычно проверяют при помощи оправки, закрепляемой в центрах. Перемещая вдоль по оправке расположенные в двух взаимно перпендикулярных плоскостях и установленные на суппорте индикаторы, судят о величине и направлении несоосности центров (рис. 2.2.4, а). Но аналогичные показания могут дать индикаторы при повороте оси оправки относительно направляющих станины при абсолютной соосности центров (рис. 2.2.4, б). Поэтому, прежде чем приступать к проверке совпадения
Рис. 2.2.3. Несоосность шеек вала в двух координатных плоскостях 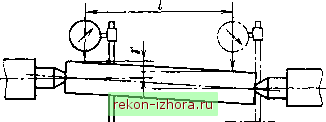 Рис. 2.2.4. Контроль соосности центров токарного станка с помощью оправки осей центров в передней и задней бабках токарного станка, необходимо обеспечить параплельность осей отверстий под центры в шпинделе и пиноли в более жестких пределах в сравнении с допустимой несоосностью центров, Рассмотрим другие широко встречающиеся примеры контроля точности изделий. Радиальное биение вращающейся детали определяют как разность показаний индикатора при повороте детали на 180° (рис. 2.2.5, а). Осевое биение детали определяют как разность крайних показаний индикатора, расположенного по оси вращения детали (рис. 2.2.5, 6). Если деталь полая, то осевое отверстие при контроле заглушается. Торцовое биение вращающейся детали определяют со схеме, приведенной на рис. 2.2.5, а. Индикатор, установленный по горцу детали, на
|
|||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |