

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи ятиях массового производства сохраняются большие объемы выпуска изделий нескольких наименований, но с большим числом модификаций; иа других предприятиях резко возросла номенклатура изделий при небольших объемах выпуска. Таким образом, среди современных предприятий трудно найти предприятие с постоянным типом производства (единичным, серийным, .массовым). Чтобы в новых условиях предприятие было бы конкурентоспособным, его производство должно отличаться высокой производительностью, гибкостью, мобильностью, т.е. быть способным быстро и с мини-ма-зьными издсржка.ми переходить на выпуск новых изделий. В то же время традиционные организационные фор.мы производственного процесса ориентированы на соответствуюшие типы производства и потому уже не могут обеспечить высокую эффективность производства в новых условиях. Действительно, если, к примеру, в первом квартале требуется изготовить широкую номенклатуру изделий малыми сериями, а во втором квартале - .меньшую номенклатуру средними сериями, то организационная форма производственного процесса, эффективная в первом квартале, не будет эффективной во втором квартазе. Таким образом, требуется поиск новых организационных форм производственного процесса, а ,аля этого необходимо понимать преимущества и недостатки традиционных организационных форм. Традиционные организационные формы в единичном производстве обеспечивают высокую гибкость, но с низкой производительностью, а в массовом производстве - высокую производительность при отсутствии гибкости. Новая организационная форма должна одновременно обеспечивать и высокую производительность, и гибкость производственного процесса [2J. Высокая производительность достигается посредством специализации производства, в основе которой лежит разделение труда и его рациональная организация, основанная на расчленении производственного процесса и специализации орудий труда. Специализация бывает двух видов: предметная (Сп) и технологическая (Ст). Последняя предполагает изготовление разнородных деталей по однородной технологии. Оба вида специализации направлены на достижение однородности труда с целью повышения его повторяемости и тсм самым - с целью повышения производительности процесса. При специализации производства важно точно определить предмет производства на каждом уровне производства - на уровне пoлo гpacJU1 машиностроения, завода, цеха, рабочего места. Например, в авиастроении или станкостроении предметом производства являются любые самолеты или любые станки; на заводе фрезерных станков - только фрезерные станки; на уровне сборочного цеха - сборочные единицы, а на уровне механического цеха - детали; на уровне рабочего .места (РМ) (например, по изготовлению деталей) - совокупность изготавливаемых поверхностей (СП). В частном случае это может быть одна поверхность или деталь, когда на одном РМ изготавливаются все поверхности детали, причем СП ограничена набором наименований поверхностей (НП), который, в свою очередь, ограничен для данного РМ возможностями технологического оборудования и оснастки. Чтобы поднять уровень организации производства в современных условиях, необходим новый метод его организации, который разрешил бы противоречие между специализацией и гибкостью производства. Рассмотрим этот вопрос на примере организации производства деталей. В основе этого метода [2] должно лежать закрепление за кажды.м рабочим местом ограниченного множества СП, близких по конструктивному оформлению. Тогда РМ будет специализировано по предметному признаку. В этом случае технологическое оборудование и оснастка должны подбираться не под методы обработки, а под технологию изготовления конкретных СП и позволит их специализировать в условиях даже единичного производства. Чтобы так организовать производство, надо все возможное множество СП разбить на фуппы и под каждую фуппу организовать РМ, тогда получим состав РМ, с помошью которого можно изготовить .любую деталь. Проблема реализации такой организации производства заключается в случайном характере СП, так как СП формирует технолог при разработке технологических процессов. Это приводит к большому множеству СП, из которого многие СП никогда не будут реализованы на практике. В результате это приведет к большому числу РМ с большими избыточными возможностями и в итоге производство станет неэффективным. Проблема решается, если воспользоваться модульным представлением детали, когда она рассматривается как совокупность модулей поверхностей (МП). Тогда, в качестве СП, будет выступать один МП или Фуппа, под которые уже известны технологии их изготовления и требуемое технологическое оборудование, и технолог, разрабатывающий технологический процесс, должен формировать СП только из этих МП. При такой постановке вопроса вся технологическая подготовка РМ должна быть направлена на изготовление заранее известных и закрепленных за РМ модулей поверхностей (рис. 1.13.12, в). Токарный станок Сверлильный станок Фрезерный станок Револьверный станок Зубофрезерный станок Шлифовальный станок 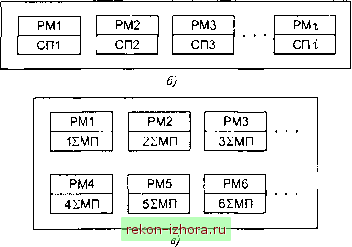 Рис. 1.13.12. Специализация и расстановка оборудования: а-в традиционном единичном производстве; б - в традиционном массовом производстве; в - в условиях модульной технологии Сущность нового метода организации производственного процесса заключается в следующем. Производственная программа выпуска деталей уточняется до уровня МП и представляется множеством МП, входящих в состав деталей, подлежащих выпуску. Изготовление детали осуществляется посредством модульного технологического процесса, который строится путем компоновки из модулей технологического процесса (МТИ) изготовления МП и состоит из операций, представляющих собой
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |