

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи Сокращение количества типоразмеров крепежных средств, замена круглых шайб в винтовых зажимах разрезными сокращает время, необходимое для навертывания и свертывания гаек. Введение пружин, поддерживающих прижимные планки, служат той же цели, а также замена винтовых зажимов эксцентриковыми и плунжерными. Сокращение типоразмеров крепежных средств и особенно количества независимых зажимов, т.е. концентрация управления зажимами приспособления в одной точке, является наиболее эффективным средством сокращения времени закрепления деталей. Широкого внедрения заслуживают универсальные приводы, механизирующие ручной зажим. Примерами таких приводов являются привод с пневмоцилиндром или пневмокамерой. Такого типа приводы устанавливаются на столах станков и соединяются рычажной системой с приспособлениями, служащими для установки и закрепления деталей. С помощью этих приводов удается механизировать закрепление деталей, повысить точность установки и сократить затраты вспомогательного времени даже при обработке деталей в небольших количествах. Широкое применение пневматические зажимы находят в приспособлениях для обработки деталей, изготовляемых в значительных количествах. Сокращение времени, затрачиваемого на управление станком, осушествляется концентрацией управления в одном месте, его механизацией и автоматизацией. Введение механизмов ускоренных перемешений режущих инструментов в рабочее и исходное положения, приспособлений и механизмов для быстрой смены режущих инструментов является основными мероприятиями по сокращению затрат вспомогательного времени. Сокращение оперативного времени осуществляется, главным образом, за счет совмещения переходов и управлением процессом обработки. Часто у детали требуется обработать несколько одинаковых или различных поверхностей, расположенных на одной или нескольких сторонах детали. Параллельная или параллельно-последовательная обработка нескольких поверхностей позволяет посредством совмещения переходов одновременно сократить и tc. При одновременной обработке всех поверхностей дегали основное технологическое время Го.т будет равно времени, затрачиваемому на выполнение наиболее продолжительного перехода, т.е. 0 т *о.ттах> если от 1 - от г о т 2 - о.т max! от/- о т г где - основное технологическое время i-ro технологического перехода. Из примера следует, что технология изготовления деталей предъявляет к их конструкции свои требования, удовлетворение которых позволяет использовать наиболее производительные способы обработки. В тех случаях, когда из-за конструктивных особенностей детали, вследствие, например, расположения осей отверстий на близких расстояниях или большой разности диаметров отверстий, или расположения поверхностей на разных уровнях и т.д., исключается возможность одновременной обработки всех поверхностей, приходится использовать комбинированную обработку. Совмещение переходов может осуществляться при обработке различных поверхностей одной детали инструментами как одинаковых типов и размеров, так и разных. Большой эффект дает совмещение переходов, связанных со сменой обрабатываемой детали, с основными технологическими переходами. Наиболее просто оно осуществляется с помощью так называемой маятниковой обработки. Сущность ее сводится к тому, что во время обработки одной детали, закрепленной в приспособлении, установленном на одном конце стола станка (рис. 1.12.10), осуществляется смена другой, ранее обработанной детали, в приспособлении, установленном на втором конце стола. После окончания обработки детали А стол быстро перемещается для обработки детали Б. Пока обрабатывается деталь Б, осуществляется смена детали Л; цикл обработки повторяется до тех пор, пока все детали партии не будут обработаны. 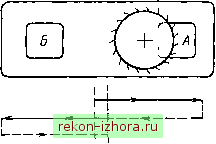 Рис. 1.12.10. Схема маятниковой обработки 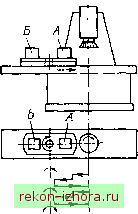 Рис. 1.12.11. Схема обработки деталей с помощью поворотного стола Вместо маятниковой обработки для той же цели можно использовать обработку с поворотным столом (рис. 1.12.11), при которой после обработки каждой детали и ее ускоренного отвода стол поворачивается на 1 S0° для обработки следующей детали, установленной во время обработки предыдущей. Совмещение переходов, связанных с относительным перемещением режущего инструмента и детали, обычно возможно при многоинструментной обработке, особенно когда инструменты расположены на различных суппортах, головке и т.д. Так, например, при обработке деталей на револьверных станках или одношпин-дельных автоматах, во время работы инструмента, установленного на револьверной головке, осуществляется быстрый подвод в рабочее положение режущих инструментов, закрепленных на поперечном суппорте. Во время работы последних осуществляется быстрый отвод головки, ее поворот для смены инструмента и быстрый его подвод в рабочее положение и т.д. Совмещение переходов, связанных с измерением обрабатываемых деталей, осуществляется обычно или с помощью приспособлений и измерительных устройств, позволяющих осуществлять измерение в процессе обработки (рис. 1.12.12), или путем использования систем активного контроля. Системы активного контроля позволяют также совмещать переходы, связанные с поднастройкой технологической системы, с переходами основного технологического времени, поскольку поднастройка осуществляется во время обработки. Эту же задачу можно в ряде случаев рещить и с помощью систем управления упругими перемещениями. Сокращение оперативного времени путем управления процессом обработки происходит за счет сокращения числа рабочих ходов с одновременным повыщением режимов обработки. Прежде чем начать обработку, рабочий должен установить режим обработки. Чтобы правильно назначить режимы резания, необходимо иметь информацию об условиях обработки. Рабочий, установив заготовку на станок, приблизительно знает ее размеры, твердость материала, состояние режущего инструмента.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |