

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 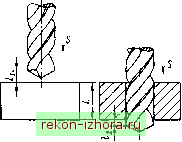 Рис. 1.12.7. Схема определения пути движения сверла с рабочей подачей Сокращение основного технологического времени осуществляется путем сокращения пути относительного движения инструмента и предмета труда и посредством интенсификации непосредственно рабочего процесса. Сокращение пути относительного движения режущего инструмента и обрабатываемой заготовки может осуществляться за счет уменьшения величины пути на входе /j и выходе Л режущего инструмента. В качестве примера на рис, 1.12.7 показаны размеры /i и /т при обработке отверстия спиральным сверлом. Режущий инструмент проходит расстояния / и /2 с рабочей подачей S, поэтому все мероприятия, позволяющие уменьшить эти размеры, способствуют сокращению машинного времени. Примерами могут служить два способа уменьшения величины пути при обработке деталей торцовой фрезой. На рис. 1.12.8, а показано уменьшение /1 путем увеличения диаметра фрезы, а на рис. 1.12.8, б - за счет установки центра фрезы по линии симметрии детали (в обоих случаях/, </). Обработка нескольких последовательно установленных деталей также способствует сокращению пути входа и выхода инструмента, приходящегося на одну деталь, особенно если детали следуют друг за другом без зазора, что приобретает наибольшее значение при переходе к обработке коротких поверхностей деталей. Наибольший эффект получается при сокращении длины пути рабочего хода инструмента путем обработки каждой из поверхностей одновременно несколькими инструментами. Наиболее часто этот способ находит применение на многорезцовых токарных и револьверных станках и автоматах. Как видно из схемы на рис. 1.12.9, увеличение количества резцов позволяет сократить длину рабочего хода пропорционально их количеству. В соответствии с этим машинное время уменьшается также в надлежащее число раз: 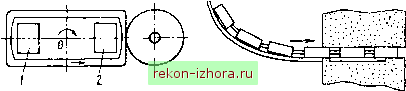 Рис. 1.12.4. Схема фрезерования заготовки на двухпозиционном поворотном столе Рис. 1.12.5. Схема обработки заготовки на бесцентрово-шлнфовальном станке
Рис. 1.12.6. Зависимость производительности операции от уровня ее структуры: /, 2, i - группы обработки; /, , /- классы обработки Можно обеспечить различную производительность процесса, если сочетать обработку по классам и группам. Чем выше производительность процесса, тем сложнее его структура. Пример зависимости показывает характер изменения производительности от уровня сложности структуры операции (рис. 1,12.6). 1.12.2. СОКРАЩЕНИЕ ЗАТРАТ ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОГО ВРЕМЕНИ Доля подготовительно-заключительного времени Гл.з, приходящаяся на изготовление одного изделия t = 7п / , зависит от числа и изделий в партии. В условиях крупносерийного и массового производств, когда / очень велико, доля t становится исчезающе малой величиной и ее сокра щение практически не влияет на повышение производительности процесса. В условиях единичного и мелкосерийного производств доля подготовительно-заключительного времени доминирует, достигая порой 70...80 % от 1шгк- Поэтому в этом случае сокращение величины приобретает особую актуальность. Подготовительно-зак.пючительное время включает затраты времени: на получение и ознакомление рабочего с задачей, которую ему необходимо выполнить - на получение и установку на станке режущего инструмента - / , и приспособлений, служащих для установки и закрепления обрабатываемых объектов - to, на статическую настройку размерных и кинематических цепей технологической системы -1. Тп.з = н + Г + Го + Сокращение t осуществляется с помощью быстросменных приспособлений, например, для смены сверл, разверток, блоков с заранее установленными режущими инструментами и т.п. Примером может служить сменная револьверная головка с державками и настроенным режущим инструментом для обработки одной или нескольких, близких по назначению, а иногда и различных, деталей. Сменные головки позволяют быстро осуществить перенастройку высокопроизводительного станка с обработки одной дета-зи на другую. Для сокращения времени t, затрачиваемого на статическую настройку размерных цепей технологической системы, используются различные средства, служащие одновременно и для увеличения точности, в виде встроенных индикаторов, линеек, габаритов и т.д. Одним из радикальных средств, служащих для этой же цели, являются станки с программным управлением. Станки с ЧПУ могут быть достаточно быстро перенастроены с обработки одной детали на другую путем смены профаммы. Профамма позволяет обеспечить необходимые начальные перемещения узлов станка, их рабочие и холостые движения. Однако при профаммированном управлении за наладчиком остается на-сфойка размерных цепей технологической системы на фебуемую точность обрабатываемой детали. Это обстоятельство существенно сказывается на производительности обработки. Сфемление изготовить всю деталь на одном-двух станках сталкивается с проблемой сокращения зафат времени на насфойку станка на заданную точность при обработке каждой поверхности. Большие зафаты времени имеют место при разработке управляющих программ на изготовление сложных деталей. Поэтому эту работу целесообразно осуществлять вне станка, что сокращает цикл обработки заготовки, но при лом
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |