

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи
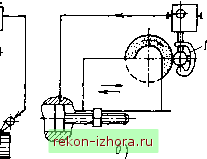 Рис. 1.10.17. Система активного контроля: а ~ контроль детали после обработки; б - контроль детали на станке В станкостроении наиболее распространен активный контроль м шлифовальных станках. При обработке на этих станках изнашивание-шлифовального круга доминирует среди других пофешностей и отлич;\ ется большой скоростью изменения. На рис. 1.10.17 приведена система активного контроля. В процессе обработки партии деталей каждая деталь после схода со станка подверг;\ ется измерению скобой (рис. 1.10.17, а). Измеренная величина в виде электрического сигнала поступает на сравниваюшее устройство, где она сопоставляется с заданным значением. Если между этими величинами имеется разница, то на этой основе формируется величина управляюшего сигнала, поступаюшего на исполнительный механизм (подналадчик), вносящий поправку в относительное положение рабочих поверхностей, н данно.м случае - в относительное положение режуших кромок инструмента и технологических баз заготовки. Еше одно преимушество методов управления этой фуппы заключа ется в измерении точности в статическом состоянии, когда деталь измеряется вне станка. Однако, как уже отмечалось, это преимущество влечс! за собой и недостаток в виде увеличения запаздывания во внесении по правки, а это отражается отрицательно на повышении точности этим путем. При использовании систем активного контроля приходится решать такие задачи, как уменьшение величины запаздывания в управлении точ ностью и выделение систематической составляющей из суммарной по фСШНОСТИ. С целью сокращения запаздывания стали создавать системы активного контроля, где измеритель /, контролирующий обработанную деталь, располагается следом за режущим инструментом (рис. 1.10.17, б). При гаком измерении существенно уменьщается величина запаздывания, но при этом появляются дополнительные трудности с из.мерением детали. Измерение осуществляется на станке в условиях съема стружки, подачи (ОЖ, вибраций станка и т.п. Чтобы определить момент внесения поправки, применяют 100 %-ный или выборочный контроль и строят точечные диафаммы (рис. 1.10.18, а). Сложность управления по данным точечной диафаммы заключается н том, что действие случайных факторов затрудняет определение погрещности, обусловленной систематическими факторами, и не позволяет [ОЧНО прогнозировать пофешность следующей детали. Чтобы выявить влияние на пофешность обработки совокупного действия систематических факторов, строят точечную диафамму фупповых средних размеров.  X Номер детали а) А номер детали  Номер детали Номер детали Номер детали в) Рис. 1.10.18. Точечные диаграммы: а - раз.меров обработанных деталей в партии; б - групповых средних размеров в партии обработанных деталей; в - при поднастройке по фупповы.м средним размера.м; г - при разной частоте поднастроек; д - при поднастройке малыми импульсами Например, определяют средний размер у первых пяти деталей, потом v следующих пяти деталей и т.д. (рис. 1.10.18, б). Такие точечные диа фаммы позволяют выявить систематическое изменение пофешности обработки. Однако при приближении фуппового среднего размера к фанице поля допуска может оказаться, что размер одной детали из фуппы пол влиянием случайных факторов выйдет за фаницу поля допуска. Чтобы этого избежать, на точечной диафамме проводят контрольные фаницы (рис. 1.10.18, в). Как только фупповой средний размер приблизится к контрольной фанице, в технологической системе осуществляют подна-стройку изменением размера статической настройки. Чем чаше проводя! поднастройку, тем с большей точностью можно вести обработк\ (рис. 1.10.18, г). Из рис. 1.10.18, г видно, что Ш2 становится в 2 раза меньше сО] при повышении частоты поднастройки в 2 раза. Поднастройка по каждой детали получила название поднастройки малыми импульсами (рис. 1.10.18, д). Установлено, что при поднастройке по каждой детали пофешность обработки не уменьшается до нуля, а, наоборот, иногда даже увеличивается. Объясняется это действием слу чайных факторов. Пусть на вертикально-фрезерном станке обрабатывается партия дс талей. Поступающие на обработку заготовки имеют различные размеры вследствие чего меняется величина припуска на каждой заготовке (рис. 1.10.19). Когда будет обработана первая заготовка, с максимальным припуском Zmax, Дбталь получится с наибольшей пофешностью а, В соответствии с этим система активного контроля осуществит поднаст ройку станка на фрезерование следующей заготовки в сторону уменьше ния раз.мера на величину max- Однако второй заготовкой случайно оказалась заготовка с минимальным припуском zm, когда и без поднастройки пофешность ее обработки будет минимальной, Но с учетом внесен ной поправки пофешность обработки второй детали вместо того, чтобь! у.меньшиться, окажется увеличенной и может выйти за пределы допуска. Попытки сокращения пофешности от случайных факторов применением систем активного контроля, оснащенных вычислительными ус! ройствами, с помощью которых импульс поднастройки определяли веро ятностными методами, не дали практически ощутимых результатов, а лишь существенно усложнили системы активного контроля и их эксплуа тацию. С целью устранения указанных недостатков необходимо свести к минимуму пофешность обработки, обусловленную действием случайных
|
|||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |