

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 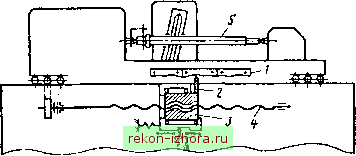 Рис. 1.10.1S. Схема резьбошлифовального станка с системой коррекции В зависимости от требуемой точности перемешения рабочего органа 10Й или иной машины, механизма, ходовые винты делятся на пять классов точности. Одним из наиболее важных параметров точности ходового винта является точность шага резьбы. Чем выше класс точности ходового винта, тем сложнее технология и выше трудоемкость его изготовления. 1ак, например, на изготовление закаленного ходового винта первого класса точности длиной в 950 мм затрачивается 7... 10 ч. При этом вре.мя изготовления резьбы составляет около 50 % обших затрат времени. Высокая точность резьбы ходовых винтов обеспечивается за счет введения чистовой и отделочной операций, осушествляемых на прецизионных станках, оснашенных различного рода системами коррекции. Применение таких систем коррекции наиболее эффективно, когда доминирует систематическая составляюшая пофешности, поэтому возникает задача выделения этой пофсшности из суммарной. Определение систематической составляющей осуществляется следующим образом. Вначале обрабатывается резьба ходового винта одного из партии винтов, подлежащих изготовлению на данной операции. По результатам измерения пофешности шага резьбы этого винта определяется накопленная пофешность шага, и после этого изготовляется коррек-ционная линейка с соответствующим профилем. Однако прежде чем изготовить коррекционную линейку, определяют систематическую ошибку шага. Винт, обработанный в условиях, в которых предполагается изготовлять всю партию ходовых винтов, устанавливается в измерительную ма-Н1ину и подвергается тщательному контролю. С высокой точностью измеряется шаг по длине винта в одной из случайно выбранных плоскостей продольного сечения шага по правой и левой стороне профиля резьйм По данным измерений рассчитываются среднеарифметические значения погрешности шага и по ним строится график пофешности шага по длин, винта. Профиль коррекционной линейки определяют как зеркальное изо бражение измеренной погрешности шага. Если измерение шага провести в другой плоскости продольного ее чения винта, то в силу наличия циклической ошибки шага фафик изме нения шага по длине винта будет другим, Для подтверждения изложен ного выше предположения был поставлен следующий эксперимет У десяти ходовых винтов первого класса точности с шагом в шесть нигок на дюйм были проведены измерения погрешности шага в плоскостях трех продольных сечений /- /(рис. 1.10.16). Как следует из рис. 1.10.16, а, пофешности в сечениях / и сущее i венно отличаются друг от друга. Если теперь сопоставить фафики по грешностей у десяти винтов в одном и том же фиксированном продол, ном сечении, то эти фафики тоже будут отличаться друг от друга из-за наличия случайной составляющей пофешности. Таким образом, от тою. в каком сечении будет измеряться пофешность шага у обработанного ходового винта, зависит характер внесения поправки и степень повышения точности. При этом часть пофешности окажется нескомпенсирован-ной, причем в зависимости от углового положения сечения оставшаяся пофешность будет разной. 
38 39 4-0 41 1) 2 4-3 4 Номер витка Рис. 1.10.16. Погрешность шага ходового винта в разных продольных сечениях: а - угловое расположение сечений; б - погрешность шага по длине резьбы (кривая 1 - сечение /; кривая 2 - сечение ; кривая 3 - сечение III) Другим недостатком рассматриваемого способа коррекции является сохранение влияния на пофешность шага систематических факторов, изменяющихся во времени, и случайных факторов. К первым, прежде всего, относятся тепловые пофешности элементов технологической системы, а также изнашивание шлифовального круга. Для компенсации этих факторов необходимо периодически или непрерывно вносить поправку в насфойку технологической системы. Тепловые деформации технологической системы компенсируют коррекционной линейкой, устанавливаемой с наклоном. В других случаях ее делают сборной, состоящей из нескольких секций. Перемещая их друг относительно друга, можно частично компенсировать нелинейность пофешности шага, однако и в этом случае удается сократить лишь часть пофешности от тепловых деформаций, так как эту составляющую сложно определить с фебуемой точностью в связи с тем, что она изменяется от детали к детали; кроме того, в случае значительного перерыва в работе технологическая система остывает, и тепловые деформации существенно изменяются. Этот фактор может оказывать существенное влияние на точность обработки, так как даже при обработке партии ходовых винтов из десяти штук их обработка будет длиться несколько смен. Поэтому после перерывов в работе, а также в начале смены станок необходимо предварительно разофевать, что снижает производительность обработки. На точность шага нарезаемой резьбы с системой коррекции существенное влияние оказывают также и случайные факторы, и в первую очередь колебание припуска. Вот почему системы коррекций не всегда позволяют обеспечивать фебуемую точность. Управление по выходным данным. Компенсация пофешности обработки таким методом (получил название метода активного конфоля) осуществляется, как правило, периодически в момент, когда пофешность размера приближается к фанице поля допуска. Преимущества заключаются в простоте определения поправки, которую необходимо внести для компенсации пофешности обработки, а недостаток - запаздывание в получении информации, так как измеряют пофешность обработки после того как вся деталь или ее часть обработана. Активный конфоль нашел сравнительно широкое распросфанение. Его функции сводятся, главным образом, к компенсации пофешности, обусловленной совокупным действием систематических факторов как постоянных по величине, так и изменяющихся во времени. К таким факторам в первую очередь относятся геомефические пофешности и изнашивание.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |