

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 1.10.3.1. Настройка технологической системы Прежде чем начинать настройку технологической системы, следуг убедиться, что оборудование соответствует требованиям технологичс ского процесса и отвечает требованиям гео.метрической точности. Пось этого производят монтаж приспособлений, служащих для установки п определения положения обрабатываемых заготовок и обрабатываюши инструментов. При использовании различного рода универсальных подкладок, пл:; стинок, упоров, угольников и т.д. задача сводится к правильному распс ложению их с последующим закреплением относительно координатны-плоскостей станка, в качестве которых обычно используются рабочш плоскости и вертикальные стенки пазов стола станка. Эти же поверхно сти станка обычно используются и для установки и определения требу-мого положения различного рода универсальных и специальных приспо соблений. Приспособление ставят на рабочую плоскость стола основной ус га новочной базой, благодаря чему оно сразу и автоматически получает трс буемую точность по трем координатам и лишается трех степеней свободы, В качестве основной направляющей базы, которая должна обеспечить необходи.мую точность направления приспособления на столе и ли шить его двух степеней свободы, обычно используются смонтированны в основании приспособления две шпонки, входящие в паз стола станк.! В некоторых случаях в.место шпонок изготовляется цилиндрический хвостик , входящий в надлежащее отверстие стола, В обоих случаях задачу получения требуемой точности стараютс ! решать .методами полной взаимозаменяемости. Для этого ширину шпо1: ки или диаметр хвостовика делают равными ширине паза стола или диаметру отверстия с посадкой, обеспечивающей надлежащее соединение. Практика показывает, что ширина пазов и диаметры отверстий сто лов, как правило, значительно отличаются от расчетных как вследствиг погрешностей изготовления, так, особенно, вследствие износа и последующих ремонтов. Результатом является появление значительной по величине пофеш ности установки в одной из координатной плоскостей. Для уменьшения этой пофешности ширину шпонок следует делать меньше ширины нам стола (рис. 1.10.8, а); лучше делать шпонки односторонними (рис. 1.10.8, 6i Обе эти особенности шпонок заставляют рабочего всегда прижимам, приспособление к одной стенке паза стола, те.м са.мым обеспечивая  определенность базирования и сушест-ненно сокращая погрешность установки и закрепления приспособления. С целью создания возможности проверки точности установки приспособления как после закрепления, так и в процессе использования, целесообразно делать на приспособлении специальные поверхности. В качестве примера на рис. 1.10.9 показано приспособление, служащее для установки и закрепления зубчатых колес с базированием по торцу и с центрированием по делительной окружности для шлифования поверхности центрального отверстия. На приспособлении сделаны две специальные кольцевые выточки Л, рас-гюложенные с требуемой точностью относительно поверхностей, используемых для базирования устанавливаемой детали. Наличие таких выточек позволяет проверить в любой момент точность положения приспособления относительтю оси вращения шпинделя и в случае необходимости сократить погрешность установки. Рис. 1.10.8. Конструкции шпонок, обеспечивающие повышение точности установки приспособления: а - двусторонняя втпонка; б - односторонняя ишонка 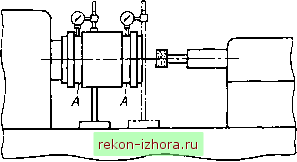 Рис. 1.10.9. Схема приспособления, снабженного выточками для контроля его положения Номер детали 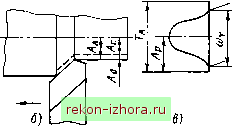 Рис. 1.10.10. Схемы: а - расположения точечной диаграммы рассеяния в поле допуска; б - получение размера детали А; в - расположение Ар Исследованию и особенно разработке новых конструкций приспособлений, полностью обеспечивающих высокую точность положения режущего инструмента относительно оси вращения шпинделя, до сих пор уделяется незаслуженно мало внимания. Между те.м практика показывает, что в ряде случаев из-за погрешностей установки и закрепления инст румента нельзя эконо.мично получить требуемую точность обрабатываемых деталей. Выше указывалось, что в размерных цепях настройки технологической системы на точность расстояний .между поверхностя.ми и размеров поверхностей обрабатываемых заготовок используется метод регулирон ки. Для подведения и установки режущих кро.мок инстру.мента относи тельно выбранных координатных плоскостей используются различные устройства и приспособления, нередко встраиваемые в станки, flocie установки приспособления и режущего инструмента переходят к на стройке технологической системы на заданную точность обработки. Задача настройки заключается в получении годных деталей, т.е. по лучении качественных показателей детали в пределах заданных допуе ком. Для решения этой задачи необходимо, чтобы погрешность детат находилась в пределах доп>ска Т. Если речь идет об изготовлении партии деталей, то при настройке технологической системы необходи.мо правильно разместить возможное мгновенное поле рассеяния Ю/ в пределах поля допуска (рис. 1.10.10, (/) где Qt - координата середины поля рассеяния. Для этого, прежде всею надо знать, как должно быть расположено Ш/-: ближе к верхней фанипе допуска, ближе к нижней фанице доп>ска или в середине поля допуск,! Затем необходимо определить настроечный размер, после получения ко
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |