

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи [Ч...... 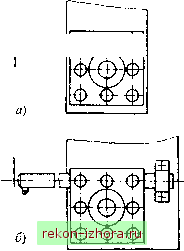 Рис. 1.10.6. Схемы наладки расточной операции на токарном станке: а - традиционная; б - с дополнительным закреплением расточной оправки Притупление режущего инструмента п>тем доводки режущих кромок позволяет избежать работы инструмента на участке его интенсивного износа (см. рис. 1.6.24, период /) и использовать его на участке нор-.мального износа (период 11), характеризуемого линейной зависимостью. Повышение виброустойчивости технологической системы достигается вследствие увеличения жесткости конструкций сменных элементов. Увеличение жесткости повышает частоту колебаний, что связано с уменьшением амплитуды колебаний. Эффективным средством повышения виброустойчивости системы является также обеспечение определенности базирования сменных элементов. При существующей конструкции токарного станка при расточке отверстия (рис. 1.10.6, а) под действием составляющих силы резания PzPy происходит раскрытие стыков в суппортной фуппе станка, что резко снижает виброустойчивость и порождает колебания в системе. Если правый конец расточной оправки жестко скрепить дополнительно с фарту ко.м станка (рис. 1.10.6, и), то повышается определенность базирования, так как раскрытие стыков не происходит, что существенно увеличивает виброустойчивость системы. С таки.м закреплением оправки удается обрабатывать отверстия в 3 - 4 раза длиннее, чем с обычной оправкой. ПОДАВЛЕНИЕ ДЕЙСТВУЮЩИХ ФАКТОРОВ 46) Обработка на токарном станке перевернутым резцом также обеспечивает определенность базирования и тем самым повышает виброустойчивость технологической системы в результате выборки зазоров в стыках суппортной и шпиндельной групп станка. Мо.мент от силы резания детали в одном направлении с мо.ментом от силы тяжести увеличивают определенность базирования деталей шпиндельной группы. 1.10.2. ПОДАВЛЕНИЕ ДЕЙСТВУЮЩИХ ФАКТОРОВ Рассмотри.м методы и средства повышения качества изготовления изделий при подавлении действующих факторов как на этапе изготовления деталей, так и на этапе сборки. Подавление действующих факторов осуществляется или воздействием на причины, вызывающие эти факторы, или непосредственным их сокращением. Изготовление деталей. К .методам подавления доминируюптих факторов, вызывающих погрешности обработки деталей, относятся слелуюпшс Сокращение упругих перемещений. Упругие перемещения являю 1ся функцией действующих сил и жесткости технологической системы (способы повышения жесткости рассмотрены выше). Сокращение упругих перемещений возможно посредство.м воздействия на силы и их момсн1ы, а именно на их величины, направления и расположение точек приложения. Условно все силы, действующие в технологической системе, можно разделить на силы, обеспечивающие силовое замыкание, и силы, порож дае.мые процессом обработки. Воздействие на упругие перемещения во!-можно как уменьшением, так и управлением их величиной и направлением с целью взаимной компенсации. Чтобы свести к миниму.му вредное влияние упругих псремспюпий на погрешность установки сменных элементов технологической chukmi.i. необходимо соблюдать правила приложения силового замыкания Сила зажима должна быть направлена на опору. В тех случаях, ко гда деталь достаточно жесткая, можно силу зажима прикладьшап. мслду о1Юра.ми, но так, чтобы точка ее приложения находилась внутри iре-угольника, образованного тремя опорными точками, что предотврати! появление опрокидывающих моментов. На точность установки сменных элементов, как уже отмсчалос!.. оказывает влияние последовательность приложения сил зажима; в зависимости от нее возникающие упругие перемещения в местах контакта >ле.мента с базирующими поверхностями могут отрицательно или положительно влиять на погрешность установки. В процессе обработки в технологической системе действуют силы резания, центробежные силы, образующие силовое поле, порождающее упругие перемещения элементов технологической системы. Первым способом уменьшения упругих перемещений является воздействие на силовое поле, образуемое совокупностью всех вышеперечисленных сил. Из .менить силовое поле можно выборо.м способа наладки, подбором режи мов обработки, при многоинструментной обработке - подбором расположения инструментов таки.м образом, чтобы происходила взаимная компенсация действующих сил. Другой способ - у.меньшение действующих сил, создание распределенной нагрузки вместо сосредоточенной. Уменьшение сил зажима ограничено тем обстоятельством, что положение заготовки в процессе обработки должно быть гарантированно. Распределение нагрузки важно при зажиме нежестких деталей типа тонкостенного кольца в трехкулачковом патроне. Кулачки стараются выполнять по воз.можности большей ширины, тогда нагрузка распределяет ся по большей длине контакта и тем самым уменьшаются собственные упругие деформации кольца. Снижение силы резания достигается уменьшением режимов резания и, в первую очередь, глубины резания и подачи, однако тогда происходя! потери производительности. При уменьшении глубины резания увеличивается число проходов, а следовательно, растут затраты вспомогательного времени; при снижении подачи увеличивается основное технологическое время. Колебание припуска в партии заготовок вызывает значительное ко лебание силы резания по величине и, как следствие, колебание упругого перемещения. Чтобы у.меньшить эти колебания, заготовки предварительно сортируют на группы по прип>ску или по твердости материала заготовки. Тогда прип>ск или твердость заготовок для каждой группы будут колебаться в я раз меньше (здесь и - число групп). Например, при обработке деталей типа крестовины погрешность угла между крестовина.ми при базировании по одной из осей цилиндриче ских поверхностей приводит к большой неравномерности припуска в процессе обработке другой цилиндрической поверхности. В этом случае задачу уменьшения неравномерности прип>ска решают следующим образом: сначала определяют погрешность угла .между осями крестовины, затем базируют заготовку по оси одной крестовины, далее заготовку поворачивают в обратном направлении на 1/2 погрешности угла. В результате погрешность окажется разделенной на две части и тем самы.м сократятся упругие перемещения.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |