

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 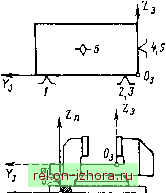 I...........Щ / Z I g?zf 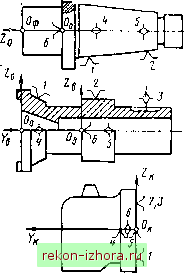 Рис. 1.9.1 (окончание) факторов; r,..., - радиус-векторы, соединяющие начала координа! ных систем деталей ветви инструмента; Л/, Л/з - матрицы поворотон координатных систем деталей ветви заготовки под действием bhcuihhn факторов; Fj. ...,F/ - радиус-векторы, соединяющие начала координат ных систем деталей ветви заготовки. Введем в уравнение движения факторы, порождающие пофешност), обработки. В связи с этим рассмотрим, прежде всего, силы, действующие непосредственно во время фрезерования. К этим силам относятся силы резания, тяжести, инерции, а также крутящий момент, передаваемый на фрезу, и подача, передаваемая столу посредством кинематики станка. Чтобы ввести эти силы и моменты в модель, надо знать, в каких коорди натных системах они действуют, а также точки их при,ложения, направ ления действия и их величины. Силы резания действуют одновременно на заготовку и фрезу, по этому рассматривают их действие в координатных системах фрезы 1ф и заготовки 2з. В процессе фрезерования в зависимости от положения заготовки на столе, конфигурации обрабатываемой поверхности, числа зубьев на фрезе будут изменяться точка приложения, направление и величина равнодействующей сил резания, действующих на зубьях фрезы. Поэтому, чтобы определить перечисленные выше переменные, необходимо установить соответствующие зависимости. В основу этих зависимостей положен угол контакта фк, определяющий число одновременно работающих зубьев фрезы, однако угол контакта может изменяться из-за переменной ширины фрезерования. Сложность установления зависимости, определяющей число одновременно работающих зубьев, объясняется случайным характером изменения ширины фрезерования от одного типа заготовки к другому. Ширина фрезерования есть функция конфигурации заготовки, ее установки на столе станка и относительного расположения фрезы и заготовки. Определив положение заготовки в координатной системе стола станка, контур обрабатываемой поверхности разбивают на участки, которые могут быть описаны соответствующими уравнениями. Следующим шагом является определение координат точек контакта фрезы с линиями контура обрабатываемой поверхности заготовки. Дзя этого достаточно решить систему уравнений, включаюидую уравнение данного участка контура обрабатываемой поверхности и уравнение окружности диаметром, равным диаметру фрезы. Зная угол фз между зубьями фрезы и угол контакта фк фрезы с заготовкой, можно рассчитать число одновременно работающих зубьев из формулы 7з = фк/ф,. Если это отнощение дробное, то число зубьев в работе за один оборот фрезы будет изменяться на единицу. Зная число одновременно работающих зубьев, легко подсчитать величину равнодействующей сил резания, ее направление и координаты точки приложения. Найдем реакции в каждой опорной точке каждой координатной системы эквивалентной схемы. Пусть на Q-ю координатную систему эквивалентной схемы действуют внешние силы, /],..., Р - система сил резания на каждом зубе фрезы, находящемся в фиксированный момент времени в зоне резания; G - масса детали, на которой построена Q-я координатная система (рис. 1.9.2). Чтобы найти реакции в опорных точках Q-й координатной системы, определим главный вектор Rq и главный мо.мент системы внешних сил Wq относительно ее начала: 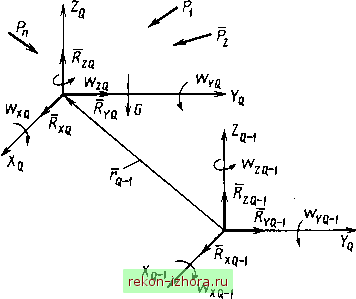 Рис. 1.9.2. Координатная система £q, находящаяся под воздействием системы сил
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |