

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 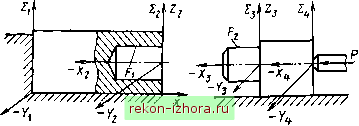 Рис. 1.8.27. Схема соединения вала со втулкой погрешности положения 2 относительно 2 и £4 относительно 2з, поэтому при сборке совмещением £4 с I2 указанная погрешность будет суммироваться. Чтобы построить эквивалентную схему, установим размерную цепь, замыкающим звеном которой является размер Лд (см. рис. 1.8.26), определяющий несовпадение оси отверстия с осью вала. На основных базах деталей, размеры которых вошли в размерную цепь А технологической сборочной системы, построим координатные системы .... 2? в неподвижной системе 2 . Выявив схемы базирования каждой из ее деталей, наложим на них известным способом связи. В итоге получим эквивалентную схему из координатных систем, векторные связи которой показаны на рис. 1.8.28. Вывод уравнения относительного движения вала и втулки. Процесс сборки осуществляется при поступательном движении вала. Сборку подвижного соединения проводят при условии, что где do - диаметр отверстия во втулке; d - наружный диаметр вала; А -зазор в соответствии с заданной посадкой. Статическая настройка технологической сборочной системы включает установку собираемых деталей и настройку размерных и кинематических цепей на заданный закон относительного движения собираемых деталей без рабочих нагрузок. В данном случае точность поступательного движения обеспечивается в результате точности изготовления направляющих. Динамическая настройка включает рабочий процесс с учетом всех факторов, действующих в это время. 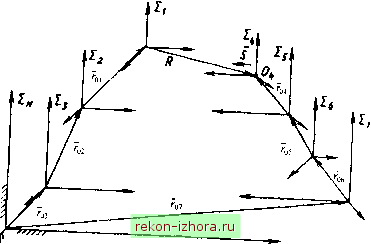 Рис. 1.8.28. Векторные связи эквивалентной схемы сборочной ма 1ШИ11Ы При построении модели статической настройки собираемые детали отсутствуют и тогда уравнение движения записывается как относителв-ное движение координатных систем, построенных на вспомогательных базах, по которым базируются собираемые детали. При построении модели динамической настройки записывается уравнение oTHOcnrejH.noiо движения сопрягаемых поверхностей. В этом случае каждая из двух поверхностей и Fj соединяемых деталей ориентирована относительно координатной системы, построенной на основных базах ее детали (см. рис. 1.8.26). Принимая одну из этих координатных систем неподвижной, например 2i, записываем в ней движение координатной системы 1,4 другой детали. Записав положения гюверхностей F] и 2 в координатной системе 2i, можно определить относительное положение этих поверхностей в результате осуществления сборочного перехода. Согласно эквивалентной схеме (см. рис. 1.8.28) положение координатной системы I4 относительно 2: определяется радиусом-вектором Я и матрицей М трех поворотов, тогда движение системы I4 относительно системы 2, можно записать системой уравнений 3 Га 7 7 \ Л = П П 04 + П 05 + Л707 + S 1=1 W 1=5 1 = 6 Г 3 а +Л2%+% ; (1.8.24) 1=1 /=4 где М/ = Ml, Мп - матрицы поворотов соответственно системы 1], 22, Хь - обратная матрица; J Tqi, r - радиус-векторы систем Ii, Ll, 2? соответственно; S - вектор поступательного движения системы 24. Ввод факторов в уравнение (1.8.24) осуществляется так же, как и при построении математической модели процесса обработки деталей. 1.8.6. ПОСТРОЕНИЕ ВЕРОЯТНОСТНЫХ МОДЕЛЕЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Известно, что технологический процесс, функционирование технологической системы подвержены воздействию многочисленных случайных факторов. В этом случае на помощь исследователю приходят приемы и способы моделирования, основанные на методах теории вероятностей и математической статистики. Теория вероятностей изучает случайные события, случайные величины и их распределение. Математическая статистика дает информацию, получаемую при конкретных реализациях случайных событий и величин. Если какой-либо процесс описывается тем или иным законом распределения, то математическую запись этого закона распределения уже можно рассматривать как математическую модель данного процесса. С помощью вероятностно-статистических моделей решаются различного рода задачи проектирования, изготовления и контроля изделий, в частности, при расчетах и исследованиях точности процессов и оборудования, суммарных пофешностей изготовления изделий, размерных цепей, а также разработке и выборе статистических методов контроля качества изделий. В технологии машиностроения наиболее часто встречаются вероятностно-статистические модели, описываемые следующими законами рас-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |