

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 5> в результате действия факторов (см. рис. 1.8.4) возникают погрешности обработки, которые можно выразить через перемещения опорных точек координатных систем. В свою очередь перемещения опорных точек создают перемещения и повороты координатных систем. Поэтому сначала необходимо установить аналитические зависимости трех перемещений и трех поворотов координатной системы от перемещения опорных точек. Иными словами, в уравнение движения (1.8.14) вместо F, и М, должны быть введены их функции от перемещений опорных точек. Эти зависимости находят из геометрических соотношений. Например, выведем указанную зависимость для системы 2) (рис. 1.8.16), заданной в системе I. Координаты опорных точек в системах 1 и I приведе1п.1 в табл. 1.8.1. Давая перемещения X опорным точкам в координатной системе I в направлении лишения ими соответствующих степеней свободы, с 1юмо-щью геометрических соотношений найдем значения отклонений шести Таблица 1.8.1 Рис. 1.8.16. Схема расположения опорных точек системы 12,
координат, определяющих новое положение координатной системы S, в системе I. Для варианта расположения опорных точек (см. рис. 1.8.16) зависимости имеют следующий вид: х = Х; > = А,з+x,itge; z = A +jc tgv/; ф = А,б/7,; v/=arctg 9 = arctg 3 ~ 4 21 -Xii J (1.8.15) где Xi-X-перемещения опорных точек. В уравнение движения вместо координат х, у, z, ф 9 радиус-векторов и матриц подставляют правые части зависимостей (1-8.15), связывающие перемещения опорных точек с шестью координатами. Следует оговориться, что для другой схемы расположения опорных точек зависимости (1.8.15) будут другими. Теперь, чтобы ввести в уравнение движения фактор, порождающий отклонения движения точки М в координатной системе 2 (см. рис. 1.8.11), необходимо перемещения А, каждой опорной точки представить функцией этого фактора. Например (рис. 1.8.17), упругое перемещение X, опорной точки детали системы можно представить как функцию ее жесткости, тогда где Л/ - реакция в г-й опорной точке от всех сил и моментов, действующих на деталь этой координатной системы; j - жесткость г-й опорной точки. Чтобы найти реакции в опорных точках, составляют шесть уравнений равновесия статики: ЪРх = 0; ЕРу = 0; YJ>z = 0; Шх = 0; 2Л/к= 0; Шг = 0. Жесткость детали в опорных точках рассчитывают или определяют экспериментально. Аналогичным образом включают в уравнение движения другие факторы, такие, как тепловые перемещения, износ, остаточные напряжения, представляя их через перемещения опорных точек. Подставив в уравнение движения (1.8.14) вместо перемещений опорных точек их функции и введя ограничения на переменные в правой части уравнения, получим математическую модель механизма образования геометрических погрешностей. 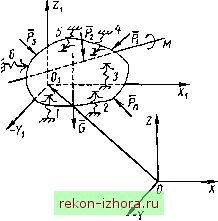 Рис. 1.8.17. Схема действующих сил и моментов в координатной системе 21, В заключение надо отметить следующее. Обработка деталей на станках отличается большим разнообразием методов обработки (точение, растачивание, фрезерование, шлифование, сверление, протягивание и др.) режущего инструмента, приспособлений. Все это влияет на характер механизма образования погрешностей обработки, обусловливает действие тех или иных факторов, доминирование каких-либо из них. Иными словами, в каждом конкретном случае имеется определенная специфика механизма образования погрешностей обработки. Отсутствие единого подхода к построению модели механизма образования погрешностей обработки породило бесчисленное множество его экспериментальных исследований. На основе этих исследований разработано большое число моделей вероятностно-статистического вида, что не позволяет перейти к существенным обобщениям и в каждом конкретном случае требует построения очередной модели. Метод координатных систем с деформирующимися связями открывает возможность единого подхода к построению моделей механизма образования погрешностей независимо от метода обработки, типа мсгал-лорежущего оборудования, режущего инструмента и приспособления. Проверка модели на адекватность. Успех применения построенной математической модели для решения задач во многом зависит от степени ее адекватности реальному объекту. Необходимость проверки модели на адекватность объясняется тем, что любая модель всегда лишь
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |