

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи пи. Так, в размерной цепи токарного станка (рис. 1.8.7, а) замыкающим звеном является расстояние между вершиной лезвия резца и осью ва.ш. В этом случае ось вала совпала с осью координатной системы, построенной на технологических базах заготовки. 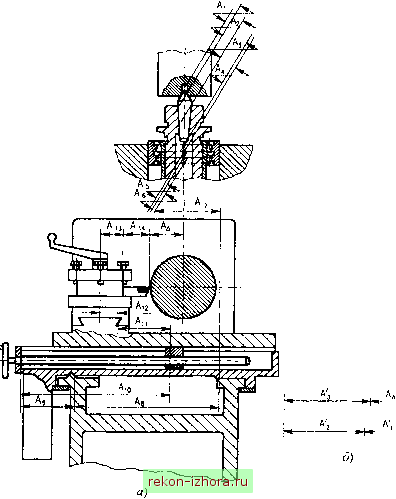 Рис. 1.8.7. Размерные цепи технологической системы токарного станка: а - размерная цепь; б - размерная цепь из приведенных звеньев В соответствии с методом координатных систем с деформирующимися связями для построения эквивалентной схемы на основных базах деталей, размеры которых вошли в размерную цепь как составляющие звенья, строят системы прямоугольных координат. Построение каждой системы координат начинается с определения схемы базирования каждой из этих деталей. Если детали оставляют одну или несколько степеней свободы, то число опорных точек в схеме базирования будет меньше шести и может получиться неполный комплект основных баз. В этом случае, построим координатные плоскости на имеюшихся поверхностях основных баз, необходимо достроить координатную систему, проведя недостающие координатные плоскости. Часто число деталей, вошедших своими размерами в размерную цепь, бывает значительным. Это приводит к большому числу координат ных систем в эквивалентной схеме и, как следствие, громоздкости мате матических выражений и значительному повышению трудоемкости вы числений; поэтому необходимо стремиться к уменьшению числа координатных систем в эквивалентной схеме. Это возможно в результате по строения координатных систем на поверхностях основных баз сборочных единиц. Тогда размерную цепь строят из приведенных звеньев, в которой каждое приведенное составляющее звено представляет собой замыкак! шее звено фуппы звеньев. В примере токарного станка (рис. 1.8.7, б) составляющие звенья размерной цепи можно объединить в фуппы: патрон - шпиндель - пе редняя бабка; резец - суппорт - поперечные и продольные салазки. Тогда размерная цепь будет содержать только четыре звена (см. рис. 1.8.7, 6) Ас, А\, Al, Ai - отражающие размерные связи между заготовкой, шпии дельной, суппортной фуппами и станиной. Чтобы в эквивалентной схеме учесть кинематику технологическо!! системы, в координатных системах, построенных на деталях с заранее обусловленным наличием степеней свободы, указывают заданное движе ния (поступательное или вращательное). В соответствии с изложенным на рис. 1.8.8 показана эквивалентная схема технологической системы токарного станка для случая с приведенными звеньями, в которой за не подвижную систему принята система 1,, построенная на направляющих станины, а на технологических базах заготовки построена координатная система Sj, а 1ш, построены соответственно на основных базах шпип деля и инструмента. Система 1ш имеет вращательное движение (ш), :i система i; - поступательное (S ).  3 7Г77 -и S 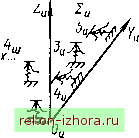 Рис. 1.8,8. Эквивалентная схема технологической системы токарного станка: S S , Ищ, Sc - координатные системы соответственно заготовки, инструмента с суппортной группой, шпинделя, станины В тех случаях, когда необходимо раскрыть механизм формирования погрешности обработки, обусловленной отклонениями звеньев кинематических цепей, следует ввести дополнительные построения. С зтой целью определяют кинематическую цепь, устанавливают схему базирования каждого элемента кинематической цепи и на поверхностях основных баз этих элементов строят координатные системы [2]. Вывод уравнения относительного движения режущих кромок инструмента и технологических баз заготовки. Чтобы определить пофешность обработки АЛ, в г-й точке полученной поверхности обработанной детали, следует решить уравнение относительного движения режущих кромок инсфумента и технологических баз.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |