

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Пространственные размерные цепи 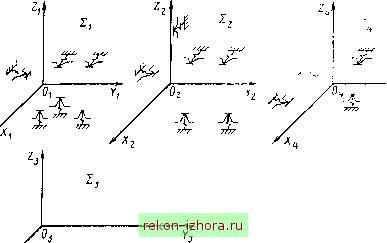 Рис. 1.8.2. Эквивалентная схема расположенных в той последовательности, в которой расположены детали в машине, с наложенными на каждую систему координат деформирующимися связями (представленными в виде опорных точек), численно равными числу лишенных степеней свободы данной детали. Деформирующиеся свойства опорных точек представлены на схеме с помощью пружин (опорная точка изображена в виде галочки со штрихом, проведенным перпендикулярно направлению движения, которого лишается деталь этой опорной точкой). В зависимости от физической природы действующих факторов, внутренние связи машины должны обладать соответствующими свойствами. Например, если машина находится под воздействием силовою фактора, то связи должны обладать определенной жесткостью. В этом случае деформация связей является результатом контактных, собственных упругих и пластических деформаций деталей. Если же машина находится под воздействием теплового фактора, то связи должны обладать теплостойкостью. Тогда их деформации зависят от степени нафева, теплопроводности детали, коэффициента линейного расширения материала, схемы базирования детали и т.д. Все разновидности деформирующихся связей можно свести к двум группам: упругие и неупругие связи. Под упругими связями будем понимать такие связи, с помощью которых опорные точки, а следовательно, и деталь принимают первоначальное положение после прекращения действия факторов. В случае наличия неупругих связей после прекращения действия факторов опорные точки не возвращаются в исходное положение. Итак, под жвивалентной схемой машины (технологической системы) будем понимать совокупность рабочих поверхностей и координат ных систем, построенных на основных базах деталей технологической системы, с наложенными на них деформирующимися связями в виде опорных точек, расположенных в соответствии со схемой базирования каждой детали, и действующих факторов. В зависимости от того, какие стороны технологического процесса должны быть описаны с помощью математической модели, в эквивалентную схему следует включать соответствующие факторы. Представление машины в виде эквивалентной схемы данного вида может служить единой основой для построения математических моделей механизма образования геометрических пофешностей машин различного назначения, конструктивного решения, компоновки. Метод координатных систем с деформирующимися связями универсален и на его основе можно решать следующие задачи: - определение геометрической пофешности как результата совместного влияния отклонений размерных и кинематических связей машины; - определение суммарного влияния многочисленных факторов на пофешность; - определение влияния каждого фактора в отдельности на пофсш ность; - исследование влияния конструктивных параметров, качествен ных характеристик машины и параметров режима рабочего процесса на пофешность. 1.8.3. ПОСТРОЕНИЕ МОДЕЛИ ФОРМИРОВАНИЯ ГЕОМЕТРИИ ДЕТАЛИ МЕТОДОМ КООРДИНАТНЫХ СИСТЕМ С ДЕФОРМИРУЮЩИМИСЯ СВЯЗЯМИ При построении модели необходимо, чтобы она отражала описы ваемый процесс с требуемой точностью и в то же время была максима-мь но простой. Часто под критерием простоты модели понимается наимень шая трудоемкость вычислений с ее помощью. Между двумя указанными требованиями имеет место противоречие: с одной стороны: необходимо повысить точность расчетов, а с другой стороны - упростить модель. Структура модели обусловлена задачей. Математические модели могут описывать разные стороны технологического процесса. Чем более полно модель отражает этот процесс, тем она точнее и более широкий круг задач может быть решен. Чтобы избежать ненужной сложности модели и неоправданного увеличения трудоемкости расчетов, необходимо строить в каждом случае такую модель, которая позволяла бы решать только поставленную задачу. Модели (рис. 1.8.3), описывающие механизм формирования геометрии изделия, могут быть трех уровней. Математическая модель механизма образования погрешностей Обработки заготовок Сборки машины Эксплуатации машины (ТГТ 11 1 i CD ш 9) X гтгтл гтгтп гтт Рис. 1.8.3. Классификация моделей: /, , /- уровни моделей
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |