

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением в качестве шлакообразующих материалов в сердечник проволок рутилового типа вводят рутиловый концентрат, алюмосиликаты и руды. Раскисление металла в основном осуществляется ферромарганцем. Содержание кремнезема в сердечнике проволок этого типа необходимо ограничивать с целью предупреждения развития реакции восстановления кремния: 2 [Мп] + (SiOa) [Si] + 2 (МпО). (7-1) При понижении температуры в ванне реакция идет влево. Продукты реакции, не успевая всплыть из ванны, остаются в ней в виде неметаллических включений и могут снизить пластичность швов. Проволоки с рутиловым сердечником обеспечивают устойчивое горение дуги в широком диапазоне токов, отличное формирование швов, малое разбрызгивание электродного металла. Металл шва и сварные соединения, выполненные проволоками рутилового типа на низкоуглеродистых и низколегированных сталях, отвечают требованиям, предъявляемым к электродам типа Э50А. Основу шлакообразующей части сердечника проволок рутил-флюоритного типа составляют рутиловый и флюоритовый концентраты. Раскисление осуществляется ферромарганцем и ферросилицием. Проволоки этого типа обычно не содержат кремнезема. Входящий в состав сердечника фтористый кальций, являясь флюсующим реагентом, обеспечивает минимальное содержание неметаллических включений в металле шва и исключительно высокую его пластичность, превосходящую пластичность швов, выполненных электродами типа Э50АФ. В промышленности для сварки низкоуглеродистых и низколегированных сталей нашли широкое применение рутиловые проволоки марок ПП-АН8 и ПП-АН10 и рутил-флюоритные проволоки марок ПП-АН4 и ПП-АН9 (табл. 7-13). Таблица 7-1,3 Характеристика порошковых проволок для сварки в углекислом газе
Рутиловые проволоки применяют при изготовлении большой номенклатуры деталей и узлов машин, строительных металло-. конструкций и особенно на тех объектах, где к внешнему виду швов предъявляются повышенные требования. Проволоки рутил-флюоритного типа рекомендуются для сварки особо ответственных конструкций, эксплуатируемых в сложных климатических условиях при значительных динамических и знакопеременных нагрузках. Применение порошковых проволок позволяет значительно повысить производительность сварки. Производительность полуавтоматической сварки порошковой проволокой в 2-4 раза выше, чем ручной сварки покрытыми электродами, и на 10-15% выше, чем проволокой Св-08Г2С (рис. 7-7). Себестоимость металла, наплавленного порошковыми проволоками, на 20-30% ниже, чем металла, наплавленного покрытыми электродами. При сварке в углекислом газе себестоимость наплавленного порошковыми проволоками металла несколько выше, чем проволокой Св-08Г2С. При изготовлении ответственных металлоконструкций обычно требуется механическая обработка швов для придания им благоприятной формы и очистки конструкций от брызг. В этом случае применение порошковых проволок благодаря их отличным сварочно-технологическим свойствам и минимальному разбрызгиванию металла более эффективно, чем проволоки сплошного сечения марки Св-08Г2С. Так, например, применение порошковой проволоки ПП-АН8 на экскаваторных заводах позволило снизить трудоемкость сварочных работ на 25-30%, а на заводах сельхозмашиностроения на 30-40%. На Ждановском заводе металлоконструкций широкое внедрение сварки порошковой проволокой позволило уменьшить в 2 раза количество постов для ручной сварки. Это увеличило среднюю производительность сварщиков на 46%. Замена электродов УОНИ-13/45 проволокой ПП-АН8 позволило получить 281 руб. экономии на каждой тонне израсходованной проволоки. Порошковые проволоки для специальных целей. Порошковые проволоки нашли также применение для сварки вертикальных и горизонтальных швов с принудительным формированием, сварки электрозаклепками, ванной сварки и др. При электродуговой сварке вертикальных швов с принудительным формированием порошковая проволока подается в зазор, образованный кромками изделий и ограниченный ползунами (рис. 7-8). Кромки свариваемого металла оплавляются за счет изл-чения дуги, горящей между концом электрода и сварочной ванной. Расплавленный металл защищен от воздуха шлаком и газом, образующимися при плавлении проволоки. С боков ванна жидкого металла охлаждается и формируется медными ползунами. Сварку порошковой проволокой с принудительным форми- кг/ч э <! W I 8 1 Ш ii/ 300 Ш Рис. 7-7. Производительность сварки различными сварочными материалами: / - УОНИ-13/55, и 6 мм; 2 - АНО-1, 0 5 мм, 3 - ПП-АНЗ, 0 3 мм; 4 - СВ-08Г2С, 0 2 мм; В - ПП-АН8, 0 3 мм 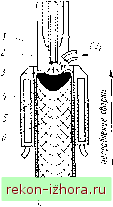 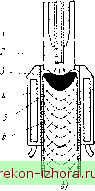 Рис. 7-6 Схема процесса сварки порошковой проволокой вертикальных швов с принудительным формированием: а - сварка в углекислом газе; б - сварка самозащитной проволокой, / - порошковая проволока, 4 - ползуны; 2 - свариваемый металл, 5 - сварочная ванна; S - шлак; 6 - шов рованием рекомендуется применять для соединения металла толщиной 8-30 мм. Сварку можно выполнять как самозащитной проволокой (ПП-АНЗС, ПП-АН7, ПП-2ДСК), так и с дополнительной защитой углекислым газом (ПП-АН5). Проволока ПП-АНЗС имеет двухслойную конструкцию и сердечник карбонатно-флюоритного типа. Металл толщиной 10- 20 мм рекомендуется сваривать на режиме 1 = 400-450 А, t/д = 24--27 В, V = 4-:-7 м/ч, зазор между кромками 10- 12 мм. Проволока ПП-АН5 с сердечником флюоритного типа допускает сварку на токах до 500 А. Ее широко применяют при сварке монтажных стыков корпусов морских судов, при этом производительность труда сварщиков повышается в 5- 7 раз. Полупринудительное формирование сварочной ванны предусматривает частичное удержание жидкого металла на вертикальной плоскости скользящим или перекатывающимся ползуном. Ползун ограничивает массу свободной части ванны, что позволяет увеличить мощность сварочной дуги, а следовательно, и производительность сварки. Для сварки с полупринудительным формированием используют самозащитные проволоки ПП-АНЗС и ПП-АН7. Сварку одной дугой проволокой ПП-АНЗС производят на токах до 500 А, а двумя дугами - до 900 А. Применение этого способа сварки особенно эффективно для конструкций с горизонтальными швами большой протяженности, например цилиндрических резервуаров, кожухов доменных печей и т. п.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |