

|
|
Разделы сайта
Читаемое
Обновления Jul-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Таблица 7-9 Характеристика самозащитных порошковых проволок
* Конструкция проволоки указана в соответствии с обозначениями на рис. 7-3. * Обозначения: и - нижнее; в, - вертикальное снизу вверх ; Вг - вертикальное - сверху вниз ; г - горизонтальное; п ~ потолочное. Таблица 7-10 Состав швов и содержание газов в металле, наплавленном самозащитными порошковыми проволоками, %
Таблица 7-11 Механические свойства металла швов, выполненных самозащитными порошковыми проволоками (при комнатной температуре)
Существенное повышение эффективности защиты металла от воздуха достигается применением проволоки двухслойной конструкции. Снижение поглощения азота расплавленным металлом в этом случае позволяет значительно расширить диапазон напряжений дуги, при которых обеспечиваются удовлетворительные механические свойства металла шва, и отказаться от легирования титаном и алюминием. Проволоки с сердечником карбонатно-флюоритйого типа требуют тщательного хранения, не допускается их увлажнение, ржавление и наличие слоя волочильной смазки на поверхности. Влага и следы смазки служат источниками водорода, который в дуге интенсивно поглощается расплавленным металлом. Это является причиной образования пор и снижения пластических свойств металла швов. Удаление влаги и следов волочильной смазки путем прокалки проволоки при температуре 250° С позволяет резко снизить содержание водорода и уменьшить склонность к образованию пористости. Существенного уменьшения содержания водорода в металле достигают введением в сердечник фтористого кальция и кремнефтористого натрия. Этому же способствует увеличение вылета проволоки благодаря предварительному ее нагреву. Во избежание образования пористости требуется очистка свариваемого металла от ржавчины и загрязнений. Сварку порошковой проволокой карбонатно-флюоритного типа выполняют на постоянном токе обратной полярности при питании от источника сварочного тока с жесткой внешней характеристи- 15 10 5 -80 -60 -М -20 О 20 С Рис. 7-5. Ударная вязкость металла швов, легированных титаном; содержание титана: / - 0,01%; 3 - 0,26%; 2 - 0,12%; 4 - 0,42% 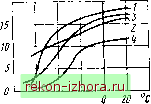 -80 -60 -W -20 Рис. 7-6. Ударная вязкость металла швов, легированцых алюминием; содержание алюминия: / - 0,05%; 3 - 0,57%; 2 - 0,18%; 4 - 0,90% кой. Металл шва хорошо раскислен, содержание газов в нем невелико. Механические свойства металла швов находятся на уровне, достигаемом обычно при сварке электродами фтористо-кальциевого типа. Проволоки карбонатно-флюоритного типа высокопроизводительны и допускают применение большой плотности тока. Порошковые проволоки для сварки в углекислом газе. Сварка в углекислом газе проволокой сплошного сечения Св-08Г2С наряду с известными преимушествами, обусловившими ее массовое применение, имеет ряд недостатков. Важнейшие из них: повышенное разбрызгивание электродного металла и посредственный внешний вид швов при сварке проволокой диаметром 1,6-2,0 мм в диапазоне наиболее употребляемых сварочных токов (340-400 А). В ряде случаев наблюдается недостаточная пластичность металла шва. Применение порошковой проволоки позволяет устранить эти недостатки. Введение в сердечник проволоки шлакообразующих составляющих и раскислителей в сочетании с дополнительной защитой углекислым газом позволяет хорошо раскислить металл сварочной ванны, интенсивно обработать его шлаком и снизить содержание в нем газов и неметаллических включений (табл. 7-12). При этом существенно повышается пластичность металла швов. При сварке порошковой проволокой нагрев основного металла менее концентрированный, чем при сварке сплошной проволокой. Это дает возможность получить благоприятную форму швов при высоких скоростях плавления металла. Введением в сердечник проволоки материалов, активно влияющих на характеристики дуги, достигается высокая стабильность дугового процесса и минимальное разбрызгивание электродного металла. Основу сердечника проволок, используемых с дополнительной защитой углекислым газом, составляют шлакообразующие материалы, ферросплавы и железный порошок. Наиболее распространены шлаковые системы TiOg-SiOg, TiOg--CaFg, MgO--TiOg- CaFg, CaO-TiOg-CaFj и др. До 60% массы сердечника составляет железный порошок. Его вводят с целью увеличения производительности сварки и придания проволоке благоприятных сварочно-технологических свойств. Таблица 7-12 Содержание газов в металле, наплавленном в углекислом газе, %
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |