

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением   JHHHHHL ЩШШШШт Рис. 6-32. Непровар по толщине металла при сварке стыковых швов; а - однослойный односторонний шов, б - многослойный односторонний ЩОВ, в - однослойный двусторонний шов   Рис. 6-33. Непровары вершины угла (а, б) и по кромке (в) провара может также служить недостаточно точное направление конца электрода по месту сопряжения кромок (рис. 6-36). Довольно часто непровары наблюдаются в начале и в конце шва. Это связано с тем, что глубина провара на этом участке вследствие неустановившегося теплового процесса падает (рис. 6-37) Неправильное возобновление процесса после его перерыва, вызванного сменой электродов и сварочной проволоки или другими причинами, приводит к непровару (рис. 6-38, а). При правильном возобновлении процесса сварки, обеспечивающем достаточное перекрытие прерванного шва последующим, непровар в больщинстве случаев не наблюдается (рис.6-38,6). Для того чтобы предотвратить непровар в начале и в конце шва, сварку следует начинать и заканчивать на специальных выводных (концевых) планках или применять особые приемы. К непровару корня шва приводят все перечисленные выше причины, а также нарушения режима сварки, обусловливающие изменение положения первого слоя шва в раз-   Рис. 6-34. Непровар при сварке стыкового шва с обязательным зазором Рис. 6-35. Трещина, берущая начало от непровара 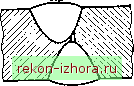 Рис. 6-36. Мепровар, возникший из-за неточного направления дуги по оси соединения делке. Наклон изделия или резкое изменение скорости при сварке с разделкой кромок может также вызвать непровар корня шва. В этом случае жидкий металл затекает перед дугой, что препятствует сплавлению его с холодным основным металлом. Непровар по кромке обычно является следствием изменения формы шва из-за уменьшения напряжения дуги или увеличения скорости сварки. Это приводит к несовпадению формы шва или слоя с формой разделки или пространства, образовавшегося между слоями. К тому же ведет недостаточно точное направление электрода по отношению к свариваемым кромкам или слою (при этом шов смещается на одну сторону, вторая кромка или слой не оплавляются дугой), а также неправильная последовательность наложения слоев при многослойной сварке. Во всех случаях основной металл не расплавляется, в результате чего образуется непровар. При электрошлаковой сварке наблюдаются непровары по двум кромкам (рис. 6-39, а), по одной кромке (рис. 6-39, б) и местные непровары у поверхности соединяемых элементов (рис. 6-39, в) или по середине шва. Непровар по двум кромкам вызван малой шириной шва, что связано с низким напряжением или высокой скоростью сварки. Непровар по одной кромке вызван неточным ведением электрода по оси соединения, из-за чего шов смещается на одну из кромок, а вторая кромка не оплавляется. Непровар у поверхности свариваемых деталей возникает при увеличении расстояния от конечного положения электрода до ползуна и при малой продолжительности остановки электрода в конечном положении. Непровар по середине деталей по их толщине при сварке двумя подвижными электродами является следствием излишне большого расстояния между последними или виляния конца электрода из-за его перегрева. Участок шва с непроваро.м, превосходящим регламентируемую соответствующими техническими документами величину, должен быть удален и заварен заново.  Рис. 6-37. Уменьшение провара в начале (а) и конце (б) шва
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |