

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением холодных трещин определяется, с одной стороны, сопротивляемостью металла замедленному разрушению, и, с другой -напряженным состоянием в сварном соединении. При этом принципиально важно учитывать, во-первых, влияние различных факторов на изменение условий локальной пластической деформации по границам зерен и, во-вторых, их влияние на стойкость участков сварного соединения развитию холодных трещин. Все факторы, вызывающие упорядочение атомного строения по границам зерен, затрудняющие образование сдвигов по этим границам и способствующие вовлечению в пластическую деформацию тела зерна, повышают стойкость металла против образования холодных трещин, затрудняя их зарождение. Такое же влияние оказывают факторы, исключающие или ослабляющие возможность образования зародышей холодных трещин от неметаллических включений, микроскопических горячих трещин-надрывов ИТ. п. В связи с изложенным решающее влияние на стойкость сварных соединений среднелегированных сталей против образования холодных трещин оказывают перегрев в околошовной зоне, температурный интервал мартенситного превращения в этой зоне, а также в металле шва и скорость охлаждения околошовной зоны и металла шва в этом интервале. Чем меньше перегрев, выше температура мартенситного превращения и медленнее охлаждение, тем меньше нарушается атомное строение на границах зерен и соответственно затрудняется зарождение трещин. Кроме того, чем выше пластичность мартенсита, тем выше его сопротивляемость развитию трещин. Образование трещины затрудняется еще и тем, что как повышение температуры мартенситного превращения, так и замедление охлаждения, уменьшая перепад продольных напряжений на границе околошовная зона-шов, смягчают напряженное состояние в участке, где их возникновение наиболее вероятно. Если ограничить перегрев и предупредить образование мартенсита или достаточно высоко сместить температурный интервал его образования, то возникновения холодных трещин можно не опасаться. Их не будет и в том случае, если достаточно сильно замедлить охлаждение в мартенситном интервале температур. Мартенсит при таком охлаждении в среднелегированных сталях отпускается (самоотпускается) и становится не склонным к замедленному разрушению. Отсюда следует, что наиболее простой и эффективный способ борьбы с холодными трещинами заключается в регулировании термического цикла сварки путем выбора соответствующих методов и режимов сварки, а также использования в необходимых случаях предварительного подогрева. Идеальный термический цикл, обеспечивающий наивысшую стойкость против образования холодных трещин, приведен на рис. 6-21. Для сравнения на этом же рисунке показаны обычные 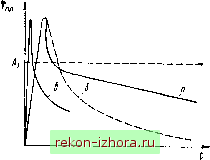 термические Рис. 6-21. Сварочные циклы: а - идеальный, обеспечивающий наивысшую сопротивляемость соединений образованию холодных трещин; б - при электродуговой сварке, в - при электроннолучевой сварке термические циклы для электроннолучевой и электродуговой сварки. При таком идеальном термическом цикле перегрев не развивается вследствие быстрого нагрева и охлаждения металла при температурах выше точки Ai. Медленное охлаждение при температурах ниже точки А способствует развитию в соединениях из среднелегированных сталей перлитного и промежуточного превращений переохлажденного аустенита в околошовной зоне и металле шва и устранению или смещению мартенситного превращения в область высоких температур. Другими словами, уменьшается закалка металла сварного соединения, что повышает сопротивляемость стали замедленному разрушению и стойкость против образования холодных трещин. Этому также способствует, причем весьма активно, замедленное охлаждение сварного соединения в область температур мартенситного превращения (ниже 350° С). В результате самоотпуска мартенсита при этих температурах упорядочивается кристаллическое строение металла в объемах, примыкающих к границам зерен, повышается пластичность металла в целом и затрудняется возникновение и развитие холодных трещин. Реальные термические циклы, близкие к идеальным, можно получить при электроннолучевой сварке с предварительным подогревом или при многослойной дуговой сварке толстого металла с предварительным подогревом. Кроме отмеченных выше основных факторов, оказывающих решающее влияние на стойкость сварных соединений против образования холодных трещин, имеются дополнительные и производные факторы, которые также могут оказывать влияние на эту стойкость. К ним относятся содержание углерода и легирующих элементов в основном металле и шве, качество основного металла, деформационный цикл сварки, термообработка после сварки и др. (см, гл. 10). Остановимся кратко на методах оценки стойкости сварных соединений против образования холодных трещин. Различают методы качественной и КоЛичесТйенной оценки стойкости сбарнУХ соединений против образования холодных трещин. Качественную оценку проводят при помощи технологических проб на сварных образцах, в которых создают условия, способствующие образованию холодных трещин. Обычно прибегают к закреплению соединяемых элементов на жестком основании - плите большой толщины и т. п. Внешним осмотром и по макрошлифам устанавливают наличие или отсутствие в контрольном шве технологической пробы холодных трещин, определяют их вид и протяженность. По этим показателям приблизительно предполагают, будут ли в реальных сварных соединениях возникать трещины и какие, т. е. определяют пригодность тех или иных марок стали, сварочных материалов, методов, режимов и других условий сварки для изготовления конкретной сварной конструкции. Оценка стойкости с помощью технологических проб весьма приближенная. В одних случаях она приводит к излишнему запасу этой стойкости и обусловливает неоправданное снижение прочности основного металла вследствие чрезмерного ограничения содержания углерода и легирующих элементов, неоправданному применению таких дорогих и трудноосуществимых технологических методов повышения стойкости, как предварительный подогрев и последующая термообработка соединений и т. п. В других случаях оценка с помощью технологических проб может быть причиной недостаточной стойкости против образования холодных трещин. Последнее обычно обусловлено тем, что в ряде случаев напряженное состояние и деформации реальной конструкции оказываются намного большими, чем в технологической пробе. В последние годы разрабатываются и находят практическое применение методы количественной оценки стойкости металла против образования холодных трещин, основанные на испытаниях сварных соединений путем замедленного разрушения. Сущность метода, предложенного Н. Н. Прохоровым, состоит в том, что с помощью специальных машин или устройств серия сварных образцов сравнительно небольших размеров подвергается испытанию на длительное растяжение или изгиб сразу же по окончании сварки. Сварка образцов обычно осуществляется в этих же устройствах. Испытания на растяжение, как и другие виды мягких нагружений, например кручение, заслуживают предпочтения, как более полно и точно выявляющие склонность металлов к замедленному разрушению. Преимущества испытаний на изгиб заключаются в большей простоте испытательных устройств, так как на них необходимо создавать значительно меньшие усилия, чем на устройствах для растяжения (рис. 6-22). При выборе способа нагружения следует учитывать реальные условия работы испытываемого соединения.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |