

|
|
Разделы сайта
Читаемое
Обновления Jul-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением низколегированных конструкционных сталей колеблется в пределах 0,15-0,6%. Никель при небольших концентрациях в металле шва не оказывает влияния на стойкость его против возникновения кристаллизационных трешин. При высоких концентрациях (свыше 1-2%) никель усиливает вредное влияние серы, способствуя этим образованию кристаллизационных трещин. Это влияние никеля обусловлено образованием легкоплавких включений сульфида никеля. Никель является ценным легирующим элементом. Растворяясь в феррите, он повышает прочность и ударную вязкость металла шва при обычных и пониженных температурах при сохранении высокой пластичности. Однако ввиду сравнительно высокой стоимости никель применяют лишь там, где замена его другим, более дешевым элементом, не дает нужного эффекта. При сварке углеродистых и низколегированных конструкционных сталей никель попадает в шов из основного и дополнительного металлов в количествах, не оказывающих отрицательного влияния на стойкость металла шва против образования трещин. Марганец уменьшает вредное влияние серы, повышая стойкость шва на углеродистых, низколегированных и хромоникелевых аустенитных сталях против образования кристаллизационных трещин. Марганец обладает более высоким, по сравнению с железом, химическим сродством к сере. При достаточно высокой его концентрации в металле шва сера связывается в тугоплавкий сульфид марганца, включения которого менее опасны в отношении возникновения трещин, чем включения сульфида железа. При высоком содержании марганца в металле шва в присутствии углерода возможно возникновение кристаллизационных трещин, вызванных легкоплавкой карбидной эвтектикой. В связи с этим в зависимости от концентрации марганец оказывает двойственное влияние на стойкость швов против образования кристаллизационных трещин. Так, например, для швов, содержащих 0,10-0,12% С, повышение содержания марганца до 2,5%о оказывает положительное влияние на стойкость металла шва против образования трещин. Повышение содержания марганца от 2,5 до 4% не оказывает влияния, а дальнейшее повышение его содержания уменьшает стойкость металла шва против образования трещин. При повышении содержания углерода в металле шва полезное влияние марганца сказывается в более узких пределах концентраций. Так, при содержании 0,13-0,2% С полезное влияние марганца отмечается при содержании его до 1,8%. Марганец является постоянной составляющей стали; растворяясь в феррите, он повышает его прочность. Марганец поступает в металл шва из основного и дополнительного металлов, а также из материалов, входящих в состав покрытия или флюса. Хром, подобно марганцу, уменьшает вредное влияние серы, повышая стойкость швов против образования кристаллизацион- ных трещин. Обладая более высоким, чем железо, химическим сродством к сере, хром связывает ее в тугоплавкий сульфид хрома. Растворяясь в феррите, хром повышает прочность металла. При высоком содержании хрома и повышенном содержании углерода возможно образование кристаллизационных трещин по легкоплавким карбидным прослойкам. Хром поступает в металл шва из основного и дополнительного металлов. Кислород повышает стойкость швов против образования кристаллизационных трещин, вызываемых серой. Вместе с тем повышение содержания кислорода снижает ударную вязкость металла шва на углеродистых и низколегированных конструкционных сталях и уменьшает пластичность аустенитных швов. Кислород может попадать в металл шва из основного и дополнительного металлов, электродного покрытия, флюса, защитного газа или воздуха. Одним из наиболее широко применяемых технологических методов повышения стойкости шва против образования кристаллизационных трещин является уменьшение в нем содержания вредных и увеличение полезных элементов. Изменения химического состава металла шва в желаемом направлении обычно достигают применением дополнительного металла с низкой концентрацией вредных примесей и содержащего полезные легирующие элементы, уменьшением доли участия основного металла в металле шва, а также выбором типа покрытия или флюса, при металлургическом взаимодействии которых с металлом сварочной ванны происходит очищение его от вредных и легирование полезными элементами. Долю основного металла в шве уменьшают за счет применения соответствующих методов и режимов сварки (сварки на малых токах, двумя дугами, по присадочной проволоке и т. п.). Наиболее действенный метод предотвращения возникновения трещин в металле шва за счет применения основного металла с низким содержанием вредных элементов не всегда оправдан, так как ведет к повышению стоимости основного металла. Для конструкций, работающих при повышенных температурах, необходимо стремиться к тому, чтобы металл шва по химическому составу был близок к основному металлу. Следует избегать различного легирования шва и основного металла, могущего привести в результате протекающих при этих температурах процессов диффузии к образованию в сварном соединении зоны с измененными свойствами (например, обезуглероженной зоны). Наличие структурной неоднородности может вызвать резкую концентрацию напряжений и преждевременный выход конструкции из строя. Влияние формы сварочной ванны. Изменение способа и режима сварки приводит к изменению формы сварочной ванны (формы шва) и, как следствие, к изменению направления роста столбчатых кристаллитов и характера их взаимного срастания. Конфигурация шва характеризуется коэффициентом формы - 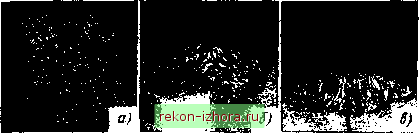 Рис. 6-8. Направление роста кристаллитов в зависимости от формы провара: а - узкая; б - чашеобразная; в - плоская отношением ширины шва к глубине проплавления. При узком и глубоком проваре (коэффициент формы шва 0,8-1,2) кристаллиты растут навстречу друг другу и встречаются между собой торцами под углом 180° или близким к нему (рис. 6-8, а). При чашеобразной форме провара (коэффициент формы шва 1,3-5) кристаллиты растут под острым углом друг к другу и встречаются торцами или боковыми гранями (рис. 6-8, б). При широком и неглубоком проваре (коэффициент формы шва более 5) кристаллиты растут параллельно друг другу и, не встречаясь, выходят на поверхность шва (рис. 6-8, в). Влияние формы шва на стойкость его против образования кристаллизационных трешин наблюдается при дуговой, электрошлаковой и электроннолучевой сварке. Увеличение коэффициента формы шва до определенного предела (примерно 6) приводит к повышению стойкости металла шва против образования кристаллизационных трешин. Дальнейшее увеличение коэффициента формы шва снова приводит к снижению стойкости металла шва против образования кристаллизационных трешин. Швы с таким большим значением коэффициента формы встречаются главным образом при наплавке, выполняемой электродной лентой, и при сварке последнего прохода многослойного шва. На рис. 6-9 приведена зависимость между критическим содержанием углерода в металле шва и коэффициентом формы шва для дуговой сварки под флюсом углеродистых конструкционных сталей. Все остальные факторы, оказывающие влияние на стойкость шва против образования трещин, практически постоянны. Содержание кремния в металле шва до 0,4%, содержание серы - до 0,04%. С увеличением коэффициента формы шва до определенного предела критическое содержание углерода возрастает. В зависимости от значения коэффициента формы шва данное содержание углерода может быть выше или ниже критического. Такая же взаимосвязь существует между коэффициентом формы шва и критическим содержанием других элементов и распространяется на другие виды сварки плавлением. Неблагоприятные условия в отношении формы сварочной ванны создаются при
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |