

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением мости от причин возникновения их можно разделить на две группы. К первой группе относятся дефекты, связанные с металлургическими, термическими и гидродинамическими явлениями, происходящими в процессе образования, формирования и кристаллизации сварочной ванны и остывания сварного соединения. Это кристаллизационные и холодные трещины в металле шва и околошовной зоне, поры, шлаковые каналы, флокены, зона несплавления, утяжины, отклонения от необходимых прочностных и пластических свойств металла шва и сварного соединения, а также неблагоприятные изменения свойств металла околошовной зоны. Ко второй группе дефектов, которую назовем дефектами формирования швов, относятся непровары, подрезы, наплывы, прожоги, кратеры, несимметричность расположения угловых швов, уменьшение размеров швов и др. Возникновение подобных дефектов обычно обусловлено неправильным технологическим процессом, нарушением режима сварки, неисправностью оборудования, низкой квалификацией рабочих, плохой подготовкой и сборкой под сварку элементов конструкции, неточным расположением конца электрода по отношению к свариваемым кромкам, недоступностью места сварки и возникающим из-за этого неудобством выполнения сварочных манипуляций, а также другими причинами, связанными с культурой производства. В процессе изготовления сварных конструкций наблюдаются изменение формы отдельных элементов или всей конструкции и отступления от предусмотренных проектом размеров. Эти отклонения, являющиеся также дефектами, вызваны деформацией (короблением) изделия и усадкой швов (см. гл. 4). § 6-2. Кристаллизационные трещины в металле шва Кристаллизационными трещинами называют макроскопические и микроскопические несплошности, имеющие характер надреза и зарождающиеся в процессе первичной кристаллизации металла шва. Эти трещины могут затем развиваться при остывании металла в твердом состоянии. Характерной особенностью кристаллизационных трещин является межкристаллический вид разрушения. Они тесно связаны с первичной структурой металла шва и расположены вдоль направления роста столбчатых кристаллитов. В зависимости от ориентации по отношению к оси шва кристаллизационные трещины бывают продольными и поперечными (рис. 6-1, а, б). Продольные трещины могут располагаться по оси шва в месте стыка столбчатых кристаллитов или между соседними кристаллитами, поперечные трещины - между соседними кристаллитами. Иногда наблюдаются дефекты, являющиеся комбинацией продольных и поперечных трещин (рис. 6-1, в). >-4.fV. -.jA-W .=**  Рис. 6-1. Кристаллизационные трещины в металле шва а - продольная, б - поперечная а - продольная н поперечные При дуговой сварке кристаллизационные трещины выходят (рис. 6-2, а) или не выходят (рис. 6-2, б) на поверхность шва. При электрошлаковой сварке трещины образуются, как правило, в середине сечения шва и не выходят на его поверхность (рис. 6-3, а, б). Поверхности трещин, выходящих наружу шва, обычно окрашены в цвета побежалости, так как покрыты тонкой пленкой окислов (рис. 6-4, а). Поверхность не выходящих наружу трещин имеет серо-белый цвет без металлического блеска (рис. 6-4, б), что обусловлено отсутствием окисляющего действия воздуха на металл. Трещины, выходящие на поверхность шва, обнаруживаются при внешнем осмотре и с помощью магнитного порошка. Трещины, не выходящие на поверхность шва, обнаруживаются просвечиванием швов рентгеновскими или гамма-лучами, проверкой швов ультразвуком, при разрушении шва по его излому или по макро-и микрошлифам. Трещины в подавляющем большинстве случаев являются недопустимым дефектом, так как могут послужить причиной (очагом) хрупкого, усталостного и коррозионного разрушения конструкции или детали в процессе изготовления, а также эксплуатации. Кристаллизационные трещины являются одним из основных видов брака при сварке. Процесс образования кристаллизационных трещин может быть описан такой схемой. При затвердевании металл шва проходит через так называемый эффективный интервал кристаллизации, в котором металл находится в твердо-жидком состоянии, 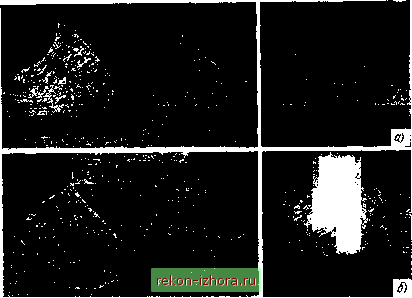 Рис. 6-2. Расположение кристаллизационной трещины по сечению шва (дуговая сварка): а - трещина, выходящая на поверхность шва, б - трещина, не выходящая на поверхность шва Этот интервал начинается с переплетения и срастания дендритов в жесткий каркас и заканчивается полным затвердеванием металла. Твердо-жидкое состояние металла характеризуется повышенной хрупкостью, в связи с чем эффективный интервал кристаллизации называют также температурным интервалом хрупкости-При переходе через нижний предел интервала хрупкости (температура реального солидуса) пластические свойства металла Рис. 6-3. Расположение кристаллизационных трещин (электрошлаковая сварка) а - по оси шва, б - между ветвями столбчатых кристаллов
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |