

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением шва, а уменьшение скорости сварки - к повышению его значения. Увеличение напряжения дуги приводит к заметному увеличению ширины провара, к незначительному изменению глубины провара и, как следствие, к увеличению коэффициента формы шва. Уменьшение диаметра электрода или сварочной проволоки приводит к возрастанию глубины провара и уменьшению ширины шва, а следовательно, к довольно резкому уменьшению коэффициента формы шва. Наклон электрода углом вперед увеличивает коэффициент формы шва вследствие увеличения ширины шва и уменьшения глубины проплавления. На значение коэффициента формы шва оказывают влияние и другие элементы сварочного режима, однако они сказываются в значительно меньшей степени, чем перечисленные выше. При сварке стыковых однослойных швов, всех слоев многослойного шва, кроме первого и второго, и при наплавочных работах коэффициент формы шва можно изменять в желаемых пределах (рис. 5-55, а, б). При сварке угловых однослойных швов и первого слоя многослойных угловых или стыковых швов коэффициент формы шва или слоя, при котором обеспечивается удовлетворительное формирование, определяется геометрией соединения и может изменяться в весьма узких пределах (рис. 5-55, в, г). Увеличение его значения выше определенной величины приводит в этих условиях к подрезу кромок или к непровару притупления. Коэффициент формы шва при сварке угловых швов и первого слоя многослойного шва должен находиться в пределах 1,4-2,3. Ограниченные возможности увеличения коэффициента формы шва в значительной степени определяют трудность обеспечения стойкости металла этих швов против кристаллизационных трещин, особенно при сварке основного металла с повышенным содержанием углерода. 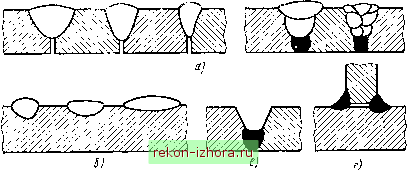 Рис. 5-55. Изменение формы провара дл.ч швов различного типа: а - стыковой однослойный шов и все слои многослойного стыкового шва, кроме первого и второго; б - валики при наплавке, в - первый слой многослойных стьп!овых швов; г - угловой однослойный шов и первый слой углового многослойного шва 215 Нормальная форма поверхности шва обеспечивается при коэффициенте формы усиления более 5. При меньшем значении этого коэффициента не достигается плавности перехода от металла шва к основному металлу. Все изменения режима, уленьшающие ширину шва и увеличивающие количество вводимого в шов электродного металла (это прежде всего увеличение силы тока, уменьшение диаметра электрода и напряжения дуги), приводят к уменьшению коэффициента формы усиления (табл. 5-3). Влияние режима на размеры и форму шва при электрошлаковой сварке. Размеры и форма металлической ванны при электрошлаковой сварке характеризуются шириной шва Ь, глубиной металлической ванны h и отношением ширины шва и глубины металлической ванны, так называемым коэффициентом формы металлической ванны Ч> = -jf (рис. 5-56). В зависимости от режима сварки ширина шва и глубина металлической ванны, а следовательно, и коэффициент формы могут несколько изменяться по длине сварочной ванны. Однако при правильном выборе режима сварки ширина шва изменяется мало. Глубина металлической ванны может претерпевать более значительные изменения, но, как правило, достигает максимума посредине (по толщине металла). В дальнейшем изложении под шириной шва, глубиной металлической ванны и ее коэффициентом формы мы будем принимать значения этих величин по середине шва. Форма и размеры металлической ванны оказывают существенное влияние на качество сварного соединения и определяются режимом сварки. Режим электрошлаковой сварки характеризуется величиной тока (или скоростью подачи электрода), напряжением сварки, скоростью сварки и толщиной металла, приходящейся на электрод (частное от деления толщины свариваемого металла на число электродов). На процессе формирования могут сказаться величина зазора, состав флюса, глубина шлаковой ванны, скорость поперечного перемещения электрода, вылет и диаметр сварочной проволоки. Обычно эти параметры режима изменяются мало. При сварке электродной проволокой глубина шлаковой ванны в зависимости от силы тока составляет 25-70 мм, скорость поперечного перемещения 30-40 м/ч, сухой вылет электрода 60-70 мм и диаметр электрода 4-2 мм. Такие колебания не приводят к изменениям условий формирования шва. Более значительные отклонения указанных параметров, вызванные нарушением режима сварки, могут привести к изменению формы и размеров шва. При электрошлаковой сварке одной электродной проволокой глубина металлической ванны и ширина шва зависят от всех элементов режима. Наибольшее влияние на этот параметр оказывает величина тока. С увеличением силы тока глубина металлической ванны увеличивается. Это, вероятно, обусловлено изменением погонной энергии сварки. Ток является тем элементом Таблица 5-3 Влияние элементов режима дуговой сварки на размеры, форму и состав шва
Примечание. Влияние отдельных элементов режима сварки на размеры, форму и состав шва оценивали при условии неизменности остальных элементов режима
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |