

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением     Рис. 5-47. Конфигурация углового шва с полным проваром стенки при электрошлаковом процессе Для угловых швов число слоев определяют по формуле где Fgjj - площадь сечения части шва, образованного за счет электродного металла, мм; - площадь сечения слоя, мм; ky-коэффициент, учитывающий увеличение сечения шва за счет зазоров, обычно равный 1,2. Максимальное значение выбирают по технологическим соображенийм. В некоторых случаях при сварке тавровых соединений, работающих в условиях знакопеременных нагрузок, проектом предусмотрен полный провар стенки. Чтобы добиться полного провара стенки (кроме условий, оговоренных ранее), производят разделку кромок и заварку образовавшейся полости в несколько слоев (см. рнс. 5-39, б, в). Односторонняя разделка кромок и наличие выступающей полки затрудняют проплавление вершины соединения и получение благоприятной в отношении стойкости против кристаллизационных трещин формы провара. Поэтому достижение надлежащего и стабильного качества при сварке тавровых и угловых соединений с полным проваром является сложной задачей, требующей весьма тщательного выполнения всех (особенно первого) слоев. При электрошлаковом процессе техника выполнения углового шва с полным проваром стенки сходна с техникой сварки стыкового шва, Производи-гельность по основнбму бремени при сварке yf ловыХ швов, так же как для стыковых швов, характеризуется временем, затрачиваемым на его выполнение, или скоростью сварки. При однослойной сварке скорость ее равна скорости передвижения источника теплоты. При многослойной сварке скорость определяется по формуле (5-1). Повышения производительности при сварке однослойных угловых швов можно достичь путем уменьшения внешней части шва за счет увеличения глубины проплавления по месту сопряжений полки и стенки (величина s на рис. 5-41), увеличения количества вводимого в шов за единицу времени дополнительного металла и учета реальной прочности металла шва, которые, как показывают статистические данные, значительно превышают расчетные. Пути повышения производительности при сварке угловых многослойных швов те же, что и при стыковых многослойных швах (см. рис. 5-10). Прорезные швы. При сварке прорезных швов должно быть обеспечено плотное прижатие листов друг к другу. Если зазор превышает 1,0-1,5 мм, возможны прожог верхнего листа и вытекание сварочной ванны в зазор между соединяемыми элементами. Выполнение прорезных швов возможно при автоматической сварке под флюсом при толщине верхнего листа не более 12 мм. Сложность сборки под сварку (необходимость обеспечить малый зазор между листами) и трудности контроля качества и исправления дефектных участков приводят к тому, что прорезные швы находят весьма ограниченное применение Хорошие результаты получают при выполнении прорезных швов электроннолучевым процессом. Электрозаклепки. При сварке электрозаклепками нахлесточного соединения зазор между сопрягаемыми листами не должен превышать I мм. Диаметр отверстия в верхнем листе должен не менее чем на 4-5 мм превышать диаметр сварочной проволоки. Возможна сварка электрозаклепками без образования отверстия в верхнем листе. Диаметр электрозаклепки обычно принимают равным двум-четырем толщинам свариваемого металла. Сварку электрозаклепок производят с подачей проволоки или без нее. Во втором случае дуга горит до естественного обрыва. При сварке тонколистовых конструкций применяют точечные угловые швы, состоящие из отдельных, расположенных друг от друга на определенных расстояниях точек. Сварку таких швов выполняют полуавтоматом под флюсом или в углекислом газе. Держатель перемещают от точки к точке без обрыва дуги. § 5-6. Влияние режима сварки иа форму и состав шва Размеры и конфигурация шва или слоя (при многослойной сварке) определяются рядом величин (см. рис. 5-22 и 5-41). Размеры и форма шва в значительной степени предопределяют 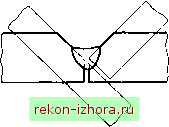 Рис. 5-48. Форма шва (слоя) при сварке углового шва и первого слоя многослойного шва при угле разделки 90° СТОЙКОСТЬ его против возникновения кристаллизационных трещин, плавность перехода от основного металла к металлу шва и вероятность образования подрезов, непро-варов, наплывов и других дефектов, а также экономичность процесса. Установлено, что размеры шва и форма провара не зависят от типа шва. Например, форма и размеры углового шва таврового соединения, свариваемого в лодочку , практически полностью совпадают с формой и размером первого слоя многослойного стыкового шва с углом раскрытия кромок 90° (рис. 5-48). Форма валика, наплавляемого на пластину, практически идентична форме первого слоя стыкового шва при рюмкообразной подготовке кромок (рис. 5-49) и т. п. Рассмотрим условия формирования шва при дуговой сварке. Форма шва для этого случая зависит от режима, способа сварки и положения шва в пространстве. Под понятием режим сварки подразумевают совокупность факторов, определяющих условия протекания процесса сварки. Сами факторы называют элементами (составляющими, параметрами) режима сварки. К основным элементам режима дуговой сварки обычно относят величину, род и полярность тока, диаметр (или сечение) электрода, напряжение дуги, скорость перемещения дуги, вид защиты. При автоматической сварке под флюсом с постоянной скоростью подачи сварочной проволоки часто вместо величины тока оперируют скоростью подачи сварочной проволоки, определяющей в этих условиях величину тока. Чем выше скорость подачи, тем больше должна быть сила тока для того, чтобы обеспечить расплавление подаваемой в зону сварки проволоки. Из приведенных на рис. 5-50 данных видно, что коэффициент наплавки увеличивается с увеличением плотности тока в электроде и падает с увеличением напряжения дуги. При ручной дуговой сварке важным элементом режима является величина поперечного перемещения конца электрода. 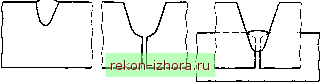 Рис. 5-49. Форма валика и первого слоя многослойного шва при рюмкообразной подготовке кромок
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |