

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Рис. 5-22. Основные параметры однослойного стыкового шва при дуговой сварке
Стыковые однослойные швы. Наиболее целесообразно выполнять стыковые швы в один слой. Конфигурация однослойного стыкового шва характеризуется следующими параметрами (рис 5-22)- общая толщина шва Я; глубина провара h\ ширина провара Ъ\ максимальная высота усиления а. Кроме этих основных параметров конфигурация стыкового шва характеризуется углом перехода от металла шва к основному металлу; сечением шва, образованным за счет расплавленного основного металла и вводимого в сварочную ванну дополнительного металла; суммарной площадью шва, коэффициентом формы шва (отношение ширины шва к глубине проплавления) и коэффициентом формы усиления (отношение ширины шва к высоте усиления). Сварку однослойных швов можно вести без зазора, в этом случае максимальная величина зазора определяется точностью подготовки кромок и колеблется в пределах 0-3 мм с обязательным зазором или со скосом кромок (рис. 5-23, а-б). Толщина металла, при которой возможна дуговая сварка стыковых швов без разделки кромок, зависит от мощности источника нагрева и от возможности обеспечения нормального формирования шва (табл. 5-1) Как видно из табл. 5-1, предельная толщина металла, при которой возможна сварка в один слой с одной или двух сторон, может быть увеличена за счет применения обязательного зазора между свариваемыми кромками или скоса кромок. Это достигается за счет увеличения глубины проплавления на величину, равную усилению (рис 5-23, а-в). Конфигурация разделки может быть любой, но она не должна выходить за пределы проплавления, типичные для данного режима Глубина провара определяется условиями равновесия между давлением дуги и гидростатическим. 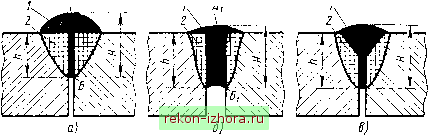 Рис. 5-23. Подготовка кромок при дуговой сварке однослойных швов а - без зазора б - с обязательным зазором в - со скосом кромок, / - введенный в шов дополнительный металл 2 - подверг шийст расплавлению основной металл Таблица S-1 Максимальная толщина (мм) металла, свариваемого в один слой с одной или двух сторбн
давлением, оказываемым жидкими металлом и шлаком. Следовательно, на сколько снизится точка по сравнению с точкой А, на столько же снизится и точка относительно точки Б. Величина Я при этом останется постоянной (рис. 5-23). Недостатком сварки с разделкой кромок, по сравнению со сваркой с обязательным зазором, является большая стоимость работ по подготовке деталей к сварке. Ее преимущество заключается в улучшении условий формирования шва за счет равномерного отвода теплоты от его корня при сварке первого слоя двусторонних швов, что снижает вероятность образования кристаллизационных трещин и шлаковых каналов (§ 6-6), наблюдаемых при сварке с обязательным зазором. Хорошее формирование шва обеспечивается при сечении разделки или зазора, равном 50-70% сечения вводимого в шов электродного металла. При этом избыточный дополнительный металл образует небольшое усиление, обеспечивающее плавность перехода от шва к основному металлу (рис. 5-24, а). Если сечение разделки или зазора равно сечению вводимого в шов электродного металла, то шов формируется без усиления, заподлицо с основным металлом (рис. 5-24, б). Если сечение разделки или  Рис. 5-24. Формирование шва при различной площадиразделки или зазора: а - площадь разделки равна ~60% площади, вводимого в шов электродного металла, б - то же 100%; в - то же более 100% зазора больше сечения вводимого в шов электродного металла, то толщина шва будет меньше толщины основного металла (рис. 5-24, в). При автоматической и полуавтоматической сварке однослойных швов форму разделки определяют по нижеприведенной схеме. Исходя из принятого режима сварки, при котором обеспечивается необходимая глубина проплавления основного металла, рассчитывают сечение вводимого в шов электродного металла (при односторонней или двусторонней сварке) по формуле F = F Д * эл где f- сечение электродной проволоки, мм v - скорость подачи электродной проволоки, м/ч; и. - скорость сварки, м/ч. Сечение разделки определяют по формуле где ky - коэффициент, учитывающий усиление шва, обычно равный 1,4-1,6. По площади сечения разделки, задаваясь углом раскрытия кромок 50-70° (в зависимости от ширины шва), определяем ее глубину. Глубина разделки должна быть меньше глубины провара. Ширину зазора а при сварке с обязательным зазором определяют по формуле При односторонней сварке п равно толщине свариваемого металла; при двусторонней сварке п равно 0,7 этой толщины. Однослойная сварка под флюсом наиболее целесообразна для соединения металла толщиной 5-42 мм. Дальнейшее увеличение толщины металла, свариваемого в один слой, ограничивается сложностью обеспечения нормального формирования шва большого сечения, а не отсутствием источников нагрева необходимой мощности. Плохое формирование шва проявляется в неравномерном бугристом очертании его поверхности, узком и глубоком проваре, способствующем снижению стойкости металла шва против образования кристаллизационных трещин. Для предупреждения появления шлаковых каналов при сварке с обязательным зазором рекомендуется заполнять зазор металлическим наполнителем (железным порошком, рубленой проволокой, окатышами и др.). Это обеспечивает существенное уменьшение вероятности образования шлаковых каналов и несколько улучшает металлургическую обработку сварочной ванны. Однако стоимость шва вследствие относительно высокой цены наполнителя и дополнительной операции по его засыпке в зазор повышается. Применение наполнителя обычного состава не дает воз-
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |