

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением  Рис. 5-18. Способы закрепления деталей перед сваркой а - прихватки, б - гребенки, в - концевые планки прихваток не должно превышать V3 сечения шва. Их максимальное сечение не более 25-30 мм, длина 20-120 мм, расстояние между ними 300-800 мм. Прихватки выполняют покрытыми электродами, в защитных газах или под флюсом. В ряде случаев, особенно при сварке жестких узлов, прихватки заменяют сплошным швом небольшого сечения (беглым швом), что значительно повышает стойкость металла шва против кристаллизационных трещин и уменьшает вероятность нарушения заданного взаимного расположения деталей в процессе сварки вследствие растрескивания прихваток Беглый шов сваривают вручную или механизированным способом. Прихватки и беглый шов рекомендуется выполнять со стороны, обратной наложению первого рабочего шва или слоя. Беглый шов кроме скрепления деталей служит для удержания флюса и металла сварочной ванны в зазоре. При сварке ответственных конструкций вручную или в защитных газах на режимах, обеспечивающих малую глубину провара основного металла, прихватки и беглый шов следует удалять при наложении рабочего шва путем расчистки корня шва. При сварке под флюсом и в защитных газах на режимах, обеспечивающих достаточное проплавление основного металла, эта операция излишняя. Для скрепления деталей перед сваркой и в процессе нее применяют специальные планки-гребенки, удаляемые по мере формирования шва (рис. 5-18, б). Недостатками гребенок являются затраты металла на их изготовление и необходимость сварки и последующей зачистки остатков прихваток, расположенных на основном металле. Для закрепления деталей широко применяют струбцины, клинья, стяжные уголки и другие механические приспособления. В некоторых случаях при массо- Рис 5-19. Сборка стыковых соединений при электрошлаковой сварке 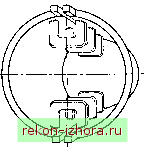 BOM характере производства используют специальные кондукторы, в которых осуществляется сборка и сварка. По концам детали обычно устанавливают специальные планки для вывода начала и конца шва за его пределы (рис. 5-18, б). Эти же планки служат и для скрепления деталей. При сварке с обязательным зазором в верхнюю часть зазора вводят короткие прокладки, которые соединяют с листами при помощи прихваток. При электрошлаковой сварке для фиксации деталей применяют скобы (рис. 5-19), устанавливаемые на расстоянии 500-1000 мм друг от друга. Иногда применяют вставки, удаляемые при подходе сварочного аппарата. Для вывода начала шва за пределы соединения при электрошлаковом процессе применяют выводные планки, имеющие ту же толщину, что и основной металл. Они также служат элементом, скрепляющим детали между собой. § 5-4. Конструктивное оформление и техника выполнения стыковых швов Стыковое соединение обеспечивает возможность передачи усилия непосредственно от одной детали к другой без использования промежуточных элементов. Оно является оптимальным по количеству затрачиваемого металла и условиям работы соединения под нагрузкой. Стыковой шов должен гарантировать провар металла по всей его толщине. Наиболее рационален стыковой шов, образованный за счет расплавления только основного металла На практике такие швы применяют в небольшом объеме из-за ограничения предельной глубины проплавления при используемых источниках сварочного нагрева, невозможности сборки соединяемых деталей без зазора, а при наличии зазора - из-запотребности дополнительного металла для его заполнения. Наиболее характерен такой тип шва для электроннолучевой  Рис, 5-20. Односторонний шов g - однослойный, б - многослойный 183   Рис. 5-21. Двусторонний шов: a - однослойный симметричный, б-многослойный симметричный, в-несимметричный сварки, однако отсутствие дополнительного металла ограничивает область применения и этого способа. Поэтому ведутся работы по сварке электронным лучом с дополнительным металлом. В зависимости от количества слоев (проходов), необходимых для образования стыкового шва с полным проваром основного металла, различают однослойные и многослойные стыковые швы. При сварке изделия с одной стороны швы называют односторонними (рис. 5-20, а, б), с двух сторон - двусторонними (рис 5-21, а-б). Односторонние и двусторонние швы могут быть однослойными и многослойными (рис. 5-20 и 5-21). Если сечения обоих швов при двусторонней сварке примерно равны между собой, то такой шов называют симметричным (рис. 5-21, а, б), если сечение шва с одной стороны больше сечения шва с другой стороны -несимметричным (рис 5-21, е) Слой большего сечения называют основным, а слой меньшего сечения - под-варочным. Какой из швов должен быть сварен первым, зависит от конкретных условий сварки. Один из швов в несимметричном шве может быть многослойным, а другой - однослойным (рис. 5-21, е).
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |