

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением zzz: a] S) Рис. 5-10. Прорезной шов: a - дуговая сварка, б - электроннолучевая сварка Рис. 5-11. Прорезной шов, выполненный отдельными электрозаклепками Различают прямолинейные, круговые и спиральные швы и швы более сложной конфигурации. В зависимости от положения шва в пространстве и расположения источника нагрева по отношению к свариваемым кромкам различают сварку в нижнем, вертикальном, горизонтальном, потолочном и наклонном положениях. При дуговой сварке стыкового шва в нижнем положении соединяемые детали располагают в горизонтальной плоскости (рис, 5-12, а), а при электрошлаковом процессе и дуговой сварке с принудительным удержанием жидкой ванны - в вертикальной плоскости (рис, 5-12, б). При выполнении угловых швов в нижнем положении дуговым способом детали располагают так, как это представлено на рис, 5-12, в (сварка в лодочку ). При толщине верхнего листа до 12 мм возможна сварка с оплавлением кромки. При сварке в нижнем положении электродный металл по мере его плавления переносится в сварочную ванну сверху вниз (в направлении силы тяжести), а поверхность сварочной ванны 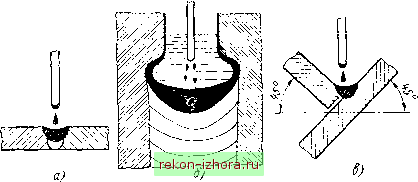 Рис 5-12. Сварка в нижнем положении: а - дуговая сварка стыковых швов; 6 - электрошлаковая сварка стыковых швов; в - сварка швов таврового соединения €в лодочку занимает горизонтальное положение. В этом случае создаются наиболее благоприятные условия для формирования шва. Сварку в нижнем положении можно выполнять всеми способами сварки плавлением. При сварке в нижнем положении под флюсом наклон продольной оси шва по отношению к горизонтальной плоскости не должен превышать 4°, при других способах дуговой сварки наклон может достигать 8-10°. Для современного уровня развития сварочной техники характерно выполнение большинства швов в заводских условиях в нижнем положении. Эго достигается путем рационального проектирования конструкций и применения манипуляторов или других приспособлений, позволяющих устанавливать детали под сварку всех швов в удобном положении. В условиях монтажа следует стремиться к выполнению в нижнем положении максимального количества швов, применяя для этого укрупнительную сборку и сварочные манипуляторы. При сварке в вертикальном положении кромки соединяемых элементов располагают вертикально на вертикальной плоскости. Перенос дополнительного металла в сварочную ванну обычно осуществляется в направлении, перпендикулярном к силе тяжести (рис. 5-13, а). В связи с указанными особенностями удовлетворительное формирование шва достигается только при небольшом объеме сварочной ванны. В этих условиях силы поверхностного натяжения удерживают жидкий металл от стекания. Сварку в вертикальном положении можно выполнять покрытыми электродами вручную или механизированным способом в защитном газе на режимах, обеспечивающих малый объем сварочной ванны. Сварку ведут, как правило, снизу вверх. Применяется также сварка сверху вниз. Путем манипуляций электродом можно приблизить характер переноса металла при сварке в вертикальном положении к сварке в нижнем положении (рис. 5-13, б). Источник теплоты при сварке в вертикальном положении располагают перпендикулярно в вертикальной плоскости или с небольшими отклонениями от такого положения. 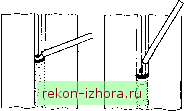 Рис. 5-13. Перенос металла при сварке в вертикальном положении: а - горизонтальное положение электрода; 6 - наклонное положение электрода Рис. 5-14. Сварка горизонтального шва на вертикальной плоскости  Рис. 5-15. Сварка шва в угол Рис. 5-16. Сварка в потолочном положении При сварке горизонтальных стыковых швов кромки свариваемых деталей расположены так, как показано на рис. 5-14. Перенос металла в сварочную ванну осуществляется перпендикулярно к направлению силы тяжести. Путем манипуляций концом электрода и соответствующей разделки кромок в этом случае также стремятся максимально приблизить характер переноса металла к переносу в нижнем положении. При сварке угловых швов тавровых и нахлесточных соединений в положении не в лодочку перенос металла в сварочную ванну осуществляется под углом 45° к направлению силы тяжести (рис. 5-15), т. е. сварка в этом случае производится, в сущности, в полугоризонтальном положении. Такая техника выполнения шва получила название сварки в угол или наклонным электродом. Сварку стыковых и угловых швов в горизонтальном положении выполняют преимущественно покрытыми электродами вручную или механизированным способом в защитных газах. Сварку угловых швов в положении не в лодочку производят при сечении шва (или слоя) не более 40 мм. При большем сечении наблюдается стекание металла на горизонтально расположенный элемент. Сварка стыковых швов в горизонтальном положении под флюсом принципиально возможна, но находит пока ограниченное применение из-за сложности удаления шлаковой корки и плохого формирования поверхностных слоев металла, связанного с трудностью удержания шлака и жидкого металла. Создание высокопроизводительного способа сварки стыковых горизонтальных швов является серьезной проблемой сварочной техники. Наличие таких швов неизбежно при монтаже крупных листовых конструкций. При сварке в потолочном положении свариваемые кромки располагают так, как изображено на рис. 5-16. Перенос металла с электрода в сварочную ванну осуществляется снизу вверх, т. е. против силы тяжести, что препятствует нормальному формированию шва. Из-за сложности ведения сварки в потолочном положении (шов расположен над головой сварщика) и ухудшения условий дегазации ванны (пузырьки газов, всплывая, попадают в корень шва) качество металла шва снижается. Сварку в потолочном положении выполняют главным образом вручную покрытыми электродами, короткой дугой. Возможна сварка таких швов в защит-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |