

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением характеризующая условия, при которых однажды возникшая трещина остановится и не будет распространяться в металле. Каждая марка стали в зависимости от ее химического состава, структуры и толщины имеет свою, характерную для нее кривую. Для подобных кривых типично наличие почти горизонтального участка, расположенного на уровне сравнительно невысоких поперечных напряжений, и почти вертикального участка. Процесс хрупкого разрушения имеет две стадии. По вопросу о том, какую стадию разрушения нельзя допускать, существуют две точки зрения. Согласно первой из них, в любой металлической конструкции, а тем более в сварной конструкции, неизбежно наличие различного рода дефектов (подрезов, трещин, шлаковых включений и т. п.). Эти дефекты являются резкими концентраторами напряжений, от которых могут брать начало хрупкие трещины. Для того чтобы образовались первые трещины, всегда найдутся случайные причины, как-то: удары, резкое изменение температуры, корродирующая среда и т. п. Поэтому важно не образование первых хрупких трещин, а предотвращение их распространения. Этого можно достичь, если металл будет обладать достаточным сопротивлением распространению хрупкой трещины. Следовательно, необходимо выбирать сталь исходя из ее способности гасить образовавшуюся хрупкую трещину. Вторая точка зрения заключается в том, что сталь должна предупреждать зарождение хрупкой трещины. Так как хрупкая трещина возникает всегда у резких концентраторов напряжений, то можно сказать, что сталь должна быть малочувствительной к острым надрезам. Сторонники второй точки зрения обычно указывают, что для зарождения хрупкой трещины требуется больше энергии, чем для распространения уже начавшейся трещины. Рассмотренные образцы и методы определения температуры перехода стали в хрупкое состояние можно разделить на три группы: 1. Определение порога хладноломкости с помощью испытания на поперечный изгиб на маятниковом копре образцов с различными типами надреза. Эти испытания дают результаты, которые могут сл/жить только для сравнения между собой различных сталей, сварочных материалов, способов и режимов сварки. 2. Определение температуры перехода в хрупкое состояние с помощью специальных образцов. В процессе испытания этих образцов были определены две температуры в зависимости от принятого критерия: одна температура - начала возникновения хрупкой трещины (первая стадия разрушения), а другая - распространения хрупкой трещины (вторая стадия разрушения). 3. Определение сопротивления стали распространению хрупкой трещины (вторая стадия разрушения). Испытания второй и третьей групп имеют целью охарактеризовать поведение металла в реальной конструкции. Поэтому результаты испытания всех образцов всегда сравнивают с данными наблюдаемых случаев хрупкого разрушения конструкций. Эти сравнения показывают достаточное совпадение критической температуры перехода стали в хрупкое состояние, определенной на том или ином типе образца, с температурой, при которой произошла авария. Образцы для испытаний второй и третьей групп имеют значительные размеры, и использование их представляет определенные трудности. Поэтому были затрачены значительные усилия, чтобы установить корреляцию между испытаниями больших специальных образцов и испытаниями стандартных малых образцов на ударный изгиб. Полной корреляции установить пока не удалось, однако для отдельных групп сталей такая корреляция намечается. Так, установлено, что в судах типа Либерти хрупкие разрушения наблюдались при температурах, при которых малые образцы с остроугольным надрезом, вырезанные из листов разрушенных судов, имели ударную вязкость не более 1,2 кгс/см. Образцы для испытаний второй и третьей групп можно применять в исследовательских работах. Для практических же задач контроля качества металла следует пользоваться стандартными образцами с полукруглым или острым надрезом, испытываемыми на ударный изгиб. С целью повышения стойкости основного металла против перехода в хрупкое состояние следует применять для ответственных сварных конструкций стали с пониженным содержанием углерода. Значительное влияние на стойкость против перехода в хрупкое состояние оказывают тип электродов, состав флюса, режим сварки и другие технологические факторы. При разработке технологии сварки ответственных конструкций все это следует учитывать. Комплексные методы испытания металла околошовной зоны. Кроме описанных выше и в § 6-3 методов испытаний, которые ставят перед собой задачу выяснения только одного из показателей, входящих в общее понятие свариваемости, при проведении лабораторных исследований находят также применение комплексные методы оценки свойств околошовной зоны. Эти методы позволяют выбрать режим сварки, обеспечивающий благоприятные свойства металла в околошовной зоне, и установить зависимость между этими свойствами и режимом сварки. Наиболее широко из этой группы испытаний при исследовании и поисковых работах применяют валиковую пробу. Она служит для определения структурного состояния и механических свойств металла околошовной зоны. Бруски-заготовки испытываемого металла толщиной, равной толщине стали, шириной 13-18 мм и длиной 200-250 мм собирают в специальном зажимном приспособлении в единую составную пластину (рис. 4-13). Образцы собирают так, чтобы сверху располагалась обработанная поверхность металла (ширина бруска равна толщине металла). Число брусков в составной пластине предусмотрено программой испы- 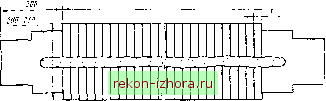 I I ..u.ii.M.i.ij, riDT.i, 1,111,1, u, I I.I :i Рис. 4-13. Составной образец для валиковой пробы, s - толщина металла таний. Число составных пластин определяется количеством режимов сварки. Обычно сваривают пять пластин при следующих значениях погонной энергии (кал/см): 1) 1000-1500; 2) 3000-4000; 3) 6000-7000; 4) 9000-10 000; 5) 13 000-14 000. На собранную пластину вдоль ее продольной оси наплавляют валик. Затем пластину освобождают от закрепления и она остывает на воздухе до температуры окружающей среды. Затем усиление валика сострагивают заподлицо с основным металлом и бруски отделяют друг от друга. Из брусков изготовляют образцы (см. рис. 4-9), в которых вершина надреза расположена в околошовной зоне на заданном расстоянии от границы сплавления. На основании испытания этих образцов на ударный и статический изгиб при различных температурах, а также металлографического исследования определяют следующие характеристики основного металла. 1. Зависимость между критической температурой перехода в хрупкое состояние металла околошовной зоны и релшмом сварки. За критическую температуру обычно принимают ту, при которой ударная вязкость хотя бы одного из испытываемых образцов была менее 2 кгс/см. 2. Зависимость между ударной вязкостью металла околошовной зоны и режимом сварки, которая позволяет судить о структурных изменениях, происходящих в околошовной зоне (перегрев, закалка) при различных режимах сварки. 3. Зависимость между твердостью металла в околошовной зоне и режимом сварки и зависимость между твердостью металла в околошовной зоне и мгновенной скоростью остывания при температуре наименьшей устойчивости аустенита. Можно также судить о структурных изменениях, происходящих в околошовной зоне. Проба ИМЕТ позволяет определять структурное состояние и механические свойства металла околошовной зоны на протяжении всего термического цикла сварки. Испытания проводят на двух образцах для металлографических исследований и образце для определения механических свойств. Образцы укрепляют в зажимах специальной автоматической машины, где в соответствии
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |