

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Таблица 4-2 Основные размеры таврового образца для испытаний стойкости металла шва против кристаллизационных трещин
В табл. 4-2. Образцы (не менее трех) испытывают при определении качества основного металла и сварочных материалов, а также при проверке пригодности новых видов и режимов сварки в исследовательских работах и при приемочных испытаниях. Сварку следует проводить на основном металле толщиной 8 мм и более, содержащем максимально допустимое для данного материала количество вредных в отношении образования трещин элементов (углерод, сера, кремний, никель, фосфор). Контрольный шов сваривают на режиме, оптимальном для данного способа сварки, марки стали и толщины металла. При проверке новых режимов сварки контрольный шов сваривают на разрабатываемом режиме. В табл. 4-3 для примера приведены режимы автоматической сварки под флюсом проволокой диаметром 5 мм низкоуглеродистых сталей с содержанием до 0,23% С и низколегированных сталей с содержанием до 0,18% С. Трещины выявляют внешним осмотром поверхности контрольного шва после его сварки, излома шва после его разрушения или вырезанных из шва макрошлифов. При проведении испытаний по описанной методике можно получить только качественную характеристику стойкости против образования кристаллизационных трещин (наличие или отсутствие трещин). Количественную характеристику можно получить, проводя сварку контрольного шва на различных токах. Чем больше сила тока, при которой еще не наблюдается образования кристаллизационных трещин, тем лучше свойства испытуемого материала. Для контроля основного металла и сварочных материалов и определения пригодности принятых режимов сварки конструкции. Таблица 4-3 Режимы * сварки контрольных швов
При ручной сварке тех же сталей покрытыми электродами диаметром 5 мм сила тока равна 200 - 220 А. Ё которой основными являются стыковые швы, Применяют образец, показанный на рис. 4-3, б. При толщине металла 5-14 мм разделку кромок не производят. Контрольный шов сваривают в нижнем положении. Длину образца выбирают по табл. 4-2. Наличие трещин выявляют внешним осмотром поверхности шва, излома шва после его разрушения или по макрошлифам. Путем дополнительных испытаний может быть получена качественная характеристика стойкости против образования трещин в зависимости от критического тока. К группе технологических проб относятся составные образцы, в которых наплавку производят на отдельные полосы или сегменты, скрепленные между собой прихватками или закрепленные в жестком приспособлении (рис. 4-4, а), и образцы переменной жесткости (рис. 4-4, б). Стойкость против образования кристаллизационных трещин определяют качественно по наличию или отсутствию трещин на поверхности шва и в изломе образца после его расчленения. Для количественной оценки проводят испытания по методикам МВТУ, ИМЕТ, Мюрекс и др. По методике МВТУ образцы испытывают на специальной машине, снабженной сменными зажимами для сборки и сварки тавровых и стыковых соединений. Стойкость металла шва против образования кристаллизационных трещин определяется критической скоростью деформации, т. е. той максимальной скоростью, при которой еще не возникают продольные трещины. Чем выше эта скорость, тем больше стойкость металла шва против трещин. Испытания проводят главным образом в исследовательских работах для определения качества электродов, сварочной проволоки и флюса. Для оценки стойкости металла шва против кристаллизационных трещин часто применяют контрольный химический анализ. Пробу для анализа отбирают от реального сварного соединения или от специально сваренного образца. Методика отбора проб для химического анализа регламентируется ГОСТ 7122-54. О стойкости металла шва против кристаллизационных трещин судят по содержанию в нем вредных примесей (главным образом серы и углерода). Критическое содержание примесей оговорено в технических условиях на данный вид продукции.  50-150 Рис. 4-4. Образцы составной (а) и переменной (б) жесткости 10* 147 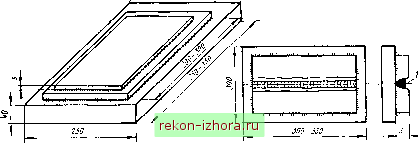 Рис. 4-5. Образцы, имитирующие реальное нахлесточное (а) и стыковое (б) сварное соединение; / - контрольный шов Практика показывает, что ни одна из описанных проб не дает четкой характеристики стойкости против кристаллизационных трещин. Создание более совершенной методики испытаний является весьма актуальной задачей. Определение стойкости металла околошовной зоны против образования трещин. Трещины в околошовной зоне, как правило, образуются при сварке среднеуглеродистых, высоколегированных и среднелегированиых сталей. Методы испытания стойкости металла околошовной зоны против трещин дают в большинстве случаев качественную характеристику (наличие или отсутствие трещин). Испытание следует проводить на металле наибольшей применяемой в данном случае толщины при максимальном содержании элементов, снижающих стойкость металла против трещин (углерод, марганец, кремний и др.). Образцы сваривают на трех режимах, характеризуемых максимальной, средней и минимальной для данного способа сварки погонной энергией. Для испытаний обычно используют специальный образец, имитирующий реальные сварные соединения (рис. 4-5, а, б). Осматривают образцы через 5-20 суток после сварки, что способствует наиболее полному выявлению трещин. Трещины выявляются при внешнем осмотре поверхности металла и по макрошлифам. Для количественной оценки стойкости металла околошовной зоны против образования трещин служит образец, показанный Рис. 4-6. Образец для количественной оценки стойкости металла против образования холодных трещин 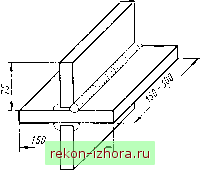
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |