

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением
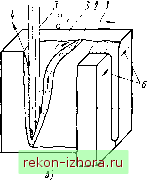 Рис. 3-11. Схема электроннолучевой сварки металлов малой (а) и большой (б) толщины: / - направление перемещения изделия; 2 - фронт кристаллизации, 3 - пучок электронов, 4 - направление испарения ме- талла, 5 - направление выноса металла в верхней части сварочной ванны, 6 - поперечная усадка металла сварного шва тронных пучков. При сварке изделий из сталей обеспечивается большая глубина проплавления и, следовательно, высокая производительность процесса при изготовлении конструкций из толстостенных заготовок. Параметрами процесса электроннолучевой сварки являются ускоряющее напряжение (f/уск); сила тока пучка (/ ); расстояние от пушки до изделия (£) и от пушки до плоскости фокусировки пучка (Ь); скорость сварки {р\ вакуум (р). Изменяя перечисленные параметры процесса сварки, удается в широких пределах изменять форму проплавления. Сварку тонколистовых металлов (б 1-3 мм) обычно выполняют расфокусированным пучком электронов при небольших значениях удельной мощности в пятне нагрева. По термодеформационному циклу такая сварка почти не отличается от аргоно-дуговой сварки неплавящимся электродом (рис. 3-11). При сварке толстолистовых металлов используют острофокус ные пучки электронов. Процесс сварки толстолистового металла состоит из следующих этапов. В начале ввиду высокой концентрации энергии в пятне нагрева и высокого температурного градиента происходит преимущественное испарение металла. Далее, по мере нагрева, металл плавится и образуется сварочная ванна. Потоки паров, истекая в вакуум, силой реакции воздействуют на жидкий металл, вытесняя его из зоны нагрева. При этом оголяемые глубинные слои металла, воспринимая энергию электронов, плавятся, испаряются и вытесняются, пока не наступает Динамическое равновесие всех сил, действующих на жидкий металл. В результате в его толще образуется канал с большим отно- шением глубины к диаметру. Воспринимающая энергию электронного пучка боковая поверхность канала имеет площадь, во много раз превышающую сечение пучка. Канал устойчив, так как при заполнении хотя бы части его жидким металлом резко увеличивается количество поглощаемой этим металлом энергии, он вскипает и испаряется. Характерной особенностью электроннолучевой сварки при высокой плотности мощности являются большие скорости переноса жидкого металла из зоны плавления в зону кристаллизации. В верхней части сварочной ванны жидкий металл выносится на поверхность свариваемого изделия и образует усиление, площадь поперечного сечения которого достигает 10-15% общей площади поперечного сечения проплавления. Колебания глубины проплавления присущи электроннолучевой сварке толстого металла, но при правильной фокусировке и стабильных параметрах пучка они не превышают 5% общей глубины проплавления. При недофокусированном пучке увеличивается плотность энергии в основании канала. Сварные швы получаются нестабильными по глубине проплавления, в корне шва образуется много дефектов. При перефокусировке пучка канал может иметь местное сужение, что затрудняет удаление газов и вызывает пористость шва. Оптимальной в большинстве случаев является фокусировка пучка несколько выше заданной глубины проплавления. При этом глубина проплавления близка к максимальной, а изменения ее величины не превышают 5%. В ряде случаев целесообразно колебать пучок электронов поперек стыка, вдоль стыка или разворачивать его по окружности. Колебания расширяют технологические возможности и могут быть рекомендованы для улучшения структуры, механических свойств и сплошности металла шва; предотвращения частичного несплавления кромок с обратной стороны шва, особенно при сварке металлов больших толщин; сварки разнородных металлов; соединения трудносвариваемых металлов через переходной металл. Для поступательного переноса пучка электронов необходимы специальные отклоняющие катушки, осуществляющие двойное преломление траектории электрона. Сварка тугоплавких металлов. Электронным лучом свариваются тугоплавкие металлы толщиной от нескольких десятых миллиметра до 10 мм и более. Сварку следует выполнять на режимах с минимальной погонной энергией, что обеспечивает мелкозернистую структуру металла шва и минимальные размеры зоны термического влияния. Приспособления для сварки не должны препятствовать усадке сварного соединения при кристаллизации и охлаждении металла. Перед сваркой изделия необходимо его тщательно зачищать вблизи шва и околошовной зоны и подвергать травлению для удаления окисных пленок. Расслоения на свариваемых кромках следует удалять шлифованием. Перед сваркой целесообразно очищать поверхность зоны шва, нагревая ее расфокусированным электронным лучом. При электроннолучевой сварке тантала и ниобия удается получать сварные соединения, которые при температурах выше И00° С практически равнопрочны основному металлу. Ниобий и тантал обладают неограниченной взаимной растворимостью и поэтому хорошо свариваются между собой. Удовлетворительно свариваются технический ванадий, сплавы ванадия с вольфрамом (до 12% W). При сварке изделий из молибдена и вольфрама возникают определенные трудности ввиду низкой пластичности сварных швов при нормальной температуре, склонности их к образованию трещин и хрупкому межкристаллитному разрушению. Сварка разнородных металлов. Электроннолучевую сварку эффективно используют для соединения изделий из разнородных металлов. Параметры электронного луча в процессе сварки необходимо строго контролировать, а распределение мощности между свариваемыми кромками регулировать с помощью отклоняющей системы. Благодаря возможности сварки-пайки без оплавления более тугоплавкого металла сводится к минимуму образование интерметаллических соединений. Толщина интерметаллической прослойки по плоскости спая при этом не превышает нескольких десятков микрометров, и поэтому интерметаллические прослойки не оказывают существенного влияния на прочность и пластичность сварного соединения. В начале процесса сварки большая мощность электронного луча затрачивается на предварительный высокотемпературный нагрев более тугоплавкого металла, а затем электронный луч переводится преимущественно на оплавляемый металл. Типичными примерами соединений разнородных металлов являются соединения меди с ниобием или молибденом, вольфрама с ниобием, меди с нержавеющей сталью. При невозможности непосредственного соединения разнородных металлов применяют специальные многослойные вставки, изготовляемые, например, на станах вакуумной прокатки. Ввиду малого коэффициента формы шва при электроннолучевой сварке удается до минимума снизить ширину вставки. Для соединения титановых сплавов с нержавеющей сталью используют многослойные, вставки с крайними компонентами из титана и стали и промежуточными слоями из ванадия и меди. Сварка сталей. Применение электроннолучевой сварки для соединения трудносвариваемых высоколегированных сталей и сплавов аустенитного класса позволяет повысить стойкость швов против образования горячих трещин. Сварку необходимо выполнять со средней или небольшой скоростью и максимально достижимой удельной мощностью в пятне нагрева. При хорошо сваривающихся сталях электроннолучевую сварку применяют для
|
|||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |