

|
|
Разделы сайта
Читаемое
Обновления Jul-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением эффективность газовой защиты влияют тип сварного сбединения и скорость сварки. С увеличением скорости сварки стабильность защиты снижается. Для обеспечения надежной защиты зоны сварки и сварочной ванны от окружающего воздуха важное значение имеют расстояние сопла от изделия, размер сопла и расход защитного газа. Чрезмерное приближение к изделию увеличивает забрызгивание сопла, а удаление приводит к нарушению защиты зоны сварки. При существующем оборудовании расстояние сопла от изделия обычно выдерживают в пределах 7-25 мм. Находит применение ручная и полуавтоматическая сварка неплавящимся (вольфрамовым или угольным) электродом и ручная, полуавтоматическая и автоматическая сварка плавящимся электродом. Сварку неплавящимся электродом тонкого металла без зазора между кромками ведут без присадочного металла, сварку более толстого металла выполняют с присадкой. Возможна сварка во всех пространственных положениях. Сварку в защитных газах, как правило, выполняют при напряжении 22-34 В. При этом обеспечивается надежная защита плавильного пространства от окружающего воздуха и снижается угар элементов, входящих в состав электродной проволоки. При сварке неплавящимся электродом применяют стержни диаметром 0,8-25 мм и силу тока 400-300 А, при сварке плавящимся электродом - электродную проволоку сплошного сечения диаметром 0,5-4 мм (сила тока 50-700 А) и порошковую проволоку. Газы, применяемые для защиты дугового промежутка, можно отнести к таким основным группам: а) инертные газы; б) активные газы; в) смеси газов. Сварка с защитой инертными газами находит достаточно широкое применение. Инертные газы не растворяются в металле сварочной ванны и не образуют химических соединений с элементами, входящими в его состав. Серьезным недостатком этого способа является высокая стоимость и дефицитность инертных газов. Из инертных газов наиболее широко распространены в промышленности аргон и гелий, обеспечивающие высокую устойчивость дугового разряда. Для сварки меди используют азот, являющийся по отношению к ней инертным газом. В отечественной практике наиболее широко применяется сварка в аргоне. Сварку в аргоне (аргоно-дуговую сварку) ведут дугой прямого действия неплавящимся, в основном вольфрамовым электродом или плавящимся электродом, по составу близким к составу свариваемого металла на переменном или постоянном токе прямой полярности. Этот способ сварки применяют преимущественно при изготовлении конструкций и аппаратуры из тонколистовых высоколегированных сталей, титановых и алюминиевых сплавов. Для обеспечения направленного переноса металла во всех пространственных положениях используют сварку с наложением 8 Заказ Ns 782 1 13 дополнительных импульсов. При сварке с защитой активнУми газами наиболее широко используют углекислый газ. Некоторое применение находит также водород. Активные газы или продукты их диссоциации в процессе сварки взаимодействуют с металлом сварочной ванны, растворяются в нем или образуют с элементами, входящими в его состав, химические соединения. Сварка в углекислом газе осуществляется главным образом плавящимся электродом, а иногда угольным электродом. В качестве плавящегося электрода служат низколегированные сварочные проволоки сплошного сечения и порошковые проволоки. Сварку низколегированными проволоками сплошного сечения ведут постоянным током обратной полярности. При сварке постоянным током прямой полярности вследствие более высокого содержания в металле шва водорода наблюдается интенсивное образование пор. Сварка активированной проволокой сплошного сечения возможна и на прямой полярности. Питание дуги переменным током возможно при сварке порошковой проволокой, в состав которой введены стабилизирующие дугу вещества. Использование вольфрамового электрода нецелесообразно, так как углекислый газ при высоких температурах является энергичным окислителем, приводящим к сгоранию электрода. Защита углекислым газом применима в основном при полуавтоматической сварке низкоуглеродистых и низколегированных сталей и в некоторых специальных случаях, о чем будет сказано в главах, посвященных технологии сварки различных сталей. Полуавтоматическую сварку в углекислом газе можно выполнять во всех пространственных положениях. Расширение области ее применения идет за счет замены ручной сварки и полуавтоматической сварки под флюсом. Широкое использование полуавтоматической сварки в углекислом газе взамен ручной сварки покрытыми электродами обусловлено большей производительностью, лучшими условиями труда и меньшими требованиями к квалификации рабочих. Перед полуавтоматической сваркой под флюсом ее преимущества заключаются в возможности визуального наблюдения за расположением электрода, отсутствии операций по удержанию и удалению флюса и возможности выполнения швов во всех пространственных положениях. Объем автоматической сварки в углекислом газе пока ограничен, и в большинстве случаев она не может конкурировать со сваркой под флюсом. Серьезным еще не устраненным недостатком сварки проволокой сплошного сечения в углекислом газе является интенсивное разбрызгивание металла, вызывающее засорение аппаратуры и свариваемых деталей. Распространенные на практике методы снижения прилипания брызг пока нельзя считать достаточно рациональными. Некоторые положительные результаты в этом отношении достигаются при применении порошковой проволоки. 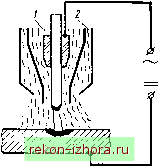 Рис. 3-6. Двойное сопло для сварки в смеси газов: / н 2 - каналы для подачн первого и второго компонентов смеси В настоящее время еще нет достаточных данных для определения рациональности применения того или иного типа электродной проволоки. Выбирать проволоку следует в зависимости от условий сварки. Повысить производительность полуавтоматической сварки в углекислом газе можно путем применения форсированных режимов сварки при увеличенном вылете электродной проволоки и использования сварочной проволоки большего диаметра. Сварка в водороде (атомноводородная сварка). Обычно сварку ведут независимой дугой, возникающей между двумя вольфрамовыми электродами, подсоединенными к источнику питания переменного тока с напряжением холостого хода примерно 300 В. Струя водорода подается в зону дуги вдоль электродов. Сварку ведут на длинной (звенящей) дуге при напряжении 70-150 В. Расход водорода 1-3 м*/ч. Свариваемый металл нагревается за счет теплоты, выделяемой в столбе дуги, и некоторого количества теплоты, выделяемой при диссоциации и последующей рекомбинации атомов водорода на поверхности свариваемого металла. Сварка в водороде, сперва получившая достаточно широкое применение для соединения металла толщиной до 3 мм, в настоящее время вытеснена другими способами и в первую очередь аргоно-дуговой сваркой. Малое развитие этого метода определяется взрывоопасностью водорода, необходимостью в источниках питания с высоким напряжением холостого хода и значительным короблением свариваемых деталей. Сварка в газовых смесях. В практике применяют смеси инертных газов, смеси инертных и активных газов и смеси активных газов. Для получения смесей используют баллоны с заранее приготовленной смесью, специальные смесители, а в некоторых случаях двойное сопло (рис. 3-6). Преимущества защиты смесью газов сводятся к улучшению технологических и металлургических свойств защитной атмосферы и к экономии дорогих газов. Защита смесью газов применяется главным образом при полуавтоматической сварке. Сварку можно вести во всех пространственных положениях. Для сварки цветных и активных металлов и специальных сплавов наиболее эффективна аргоно-гелиевая смесь. Соотношение этих инертных газов в смеси может быть различным. Сварка углеродистых и низколегированных сталей этим методом экономически нецелесообразна.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |