

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением диаметр электрода обычно равен 1,5 диаметрам электродного стержня. При сварке на конце электрода образуется втулка из нерас-плавившегося покрытия, которой электрод опирается на изделие. Сварку ведут при повышенной скорости с наклоном электрода на 15-20° углом назад. Наличие втулки на конце электрода, повышение мощности дуги и отсутствие колебательных движений электрода определяют концентрированный ввод теплоты в основной металл и увеличение глубины провара. При повышенных силах тока предпочитают использовать переменный ток, чтобы устранить магнитное дутье, наблюдаемое при сварке постоянным током и отрицательно сказывающееся на формировании шва Электроды с глубоким проваром предназначены для сварки стыковых швов в нижнем положении и угловых швов в лодочку на низкоуглеродистых и низколегированных сталях. Широкого применения они не получили. Выполнять швы, расположенные в нижнем положении и на вертикальной плоскости, можно автоматической сваркой покрытыми электродами диаметром 4-5 мм при силе тока 250-500 А и напряжении дуги 20-24 В. Автоматическая сварка покрытыми электродами всех видов находит ограниченное применение, что связано с незначительным повышением производительности труда при переходе от ручной сварки к автоматической. Производительность дуговой сварки определяется в основном величиной сварочного тока. При автоматической сварке покрытыми электродами не удается повысить силу тока более чем на 20-30% по сравнению со сваркой вручную. При большем увеличении тока резко возрастают потери на угар и разбрызгивание и ухудшается формирование металла шва, что проявляется в отсутствии сплавления между основным металлом и металлом шва и бугристой неровной поверхностью последнего. Поэтому производительность автоматической сварки превышает производительность ручной сварки всего в 1,5- 2 раза, что в большинстве случаев не окупает затраты на изго- 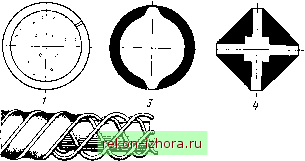 1- покрытие запрессовано внутрь металлической оболочки (порошковая проволока) 2- поверхность электрода армирована тонкой проволокой, между витками которой расположено покрытие, Зи4 - на поверхно- Рис. 3-2. электродная Про- сти электрода волока с ПОКрЫ- имеются вы- тием для автоматической сварки. ступы свободные от покрытия товление и эксплуатацию специального оборудования. Для автоматической сварки покрытыми электродами применяют специальные электродные проволоки. Конструкции некоторых из них показаны на рис. 7-3. Ручную сварку рационально применять для коротких швов, расположенных в различных пространственных положениях и при мелкосерийном характере производства. На монтаже применение ручной сварки оправдано при небольшом объеме работ даже для более протяженных швов. Целесообразно использовать ручную сварку при ремонте. Ручная сварка рациональна для выполнения прихваток при сборке конструкций под сварку и при исправлении дефектных участков шва небольшой протяженности. Тенденция развития сварочной техники свидетельствует о том, что объем использования ручной дуговой сварки будет сокращаться, но она еще долгое время не потеряет своего значения. § 3-2. Сварка под флюсом Сварка под флюсом в большинстве случаев используется как автоматический процесс. Полуавтоматическая сварка под флюсом применяется в значительно меньшем объеме, чем автоматическая. Процесс ведется преимущественно в нижнем положении. Объем работ, выполняемых при помощи сварки под флюсом, из года в год увеличивается. Интенсивное развитие автоматической сварки под флюсом обусловлено высокой производительностью этого способа, стабильным качеством сварки, малым расходом электродного металла и электроэнергии и хорошими условиями труда. При сварке под флюсом производительность процесса по машинному времени повышается в 6-12 раз, что даже при коэффициенте использования сварочной установки 0,5 в 3-6 раз превосходит производительность ручной сварки покрытыми электродами. При сварке на специальных, так называемых форсированных режимах, применяемых при изготовлении труб большого диаметра и широкополых двутавровых балок, производительность повышается в 15-20 раз. За счет повышения коэффициента использования сварочной установки можно добиться значительного дальнейшего роста производительности сварки под флюсом. Повышение производительности при автоматической сварке под флюсом достигается за счет использования больших токов и повышения плотности тока в электроде (табл. 3-1). Резкое повышение абсолютной величины тока и плотности тока в электроде без увеличения потерь на угар и разбрызгивание и без ухудшения формирования шва возможно благодаря наличию плотного слоя флюса вокруг зоны сварки; это предотвращает выдувание жидкого металла шва из сварочной ванны и сводит потери на угар и разбрызгивание до 1-3%. Увеличение силы тока Таблица 3-1 Сила и плотность тока в электроде при сварке покрытыми электродами и под флюсом
позволяет сваривать металл значительной толщины без разделки кромок с одной или двух сторон (производительность сварки для этого случая определяется в основном глубиной проплавления основного металла) и увеличивать количество наплавляемого в единицу времени металла. Коэффициент наплавки при сварке под флюсом составляет 14-18 г/А-ч против 8-12 г/А-ч при сварке покрытыми электродами. Повышение силы тока, увеличение глубины провара и коэффициента наплавки позволяют повысить производительность и при сварке многослойных швов. Отсутствие брызг - также серьезное преимущество сварки под флюсом, так как отпадает надобность в трудоемкой операции очистки от них поверхности свариваемых деталей. При сварке под флюсом обеспечивается высокое и стабильное качество сварки. Это достигается за счет надежной защиты металла шва от воздействия кислорода и азота воздуха, однородности металла шва по химическому составу, улучшения формы шва и сохранения постоянства его размеров. В результате обеспечивается меньшая вероятность образования непроваров, подрезов и других дефектов формирования шва и отсутствие перерывов в процессе сварки, вызванных необходимостью смены электродов. За счет уменьшения доли электродного металла в металле шва в среднем с 70% при сварке покрытыми электродами до 35% при сварке под флюсом и уменьшения потерь на угар, разбрызгивание и огарки снижается расход электродного металла и электроэнергии. Отпадает необходимость в защите глаз и лица рабочего и несколько уменьшается количество выделяемых в процессе сварки вредных газов, что улучшает условия труда. Для приобретения квалификации автосварщика необходимо затратить значительно меньше времени и средств, чем для овладения специальностью сварщика, работающего вручную. Автоматическую и полуавтоматическую сварку под флюсом применяют в заводских и монтажных условиях для выполнения швов, расположенных в нижнем положении, обычно при толщине
|
|||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |