

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением I о г г о 1 т°с. 200 °с
г о г к 6 8 10 12 п 16 см Рис. 2-35. Различные очертания сварочной ванны в плане при сварке на токах- а - малых, б - средних, в- больших Для сварочной ванны при дуговом процессе характерно неравномерное распределение температуры (рис. 2-36). В головной части ванны, где под воздействием источника теплоты происходит плавление металла и наиболее интенсивно протекает взаимодействие металла со шлаком и газами, металл нагрет значительно выше температуры его плавления. В хвостовой части ванны температура приближается к температуре плавления основного металла. Средняя температура сварочной ванны при сварке под флюсом конструкционных низкоуглеродистых сталей составляет около 1800° С. Максимальная температура для этих условий достигает 2300° С. Столб дуги, расположенный в головной части сварочной ванны, оказывает механическое воздействие - давление на поверхность расплавленного основного металла. Это давление является результатом совместного действия упругого удара заряженных частиц о поверхность металла, давления газов, находящихся в дуговом промежутке, и дутья дуги, обусловленного электродинамическими усилиями. Такой направленный поток наблюдается только при несимметричной дуге, т. е. дуге, горящей между электродами малого и большого сечений, в нашем случае между электродом или сварочной проволокой и основным металлом. Давление приводит к вытеснению жидкого металла из-под основания дуги и к погружению столба дуги в толщу основного металла, что обусловливает увеличение глубины проплавления. Давление, оказываемое дугой на поверхность металла, пропорционально квадрату тока, протекающего в дуге. Давление может Рис. 2-36. Распределение температуры по длине ванны 6* 83 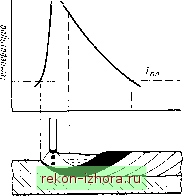 быть повышено за счет увеличения концентрации источника нагрева, например путем повышения плотности тока в электроде, применения флюса или тугоплавкого покрытия, образующего вту-лочку на конце электрода (сварка электродами для глубокого провара). Очевидно, что чем больше давление, оказываемое дугой на поверхность расплавленного металла, тем больше глубина погружения столба дуги в его толщу. Для понижения давления применяют сварку наклонным электродом углом вперед, сварку несколькими дугами и другие приемы. Жидкий металл, вытесненный из-под основания дуги действующими на поверхность сварочной ванны силами, по мере передвижения дуги отбрасывается в хвостовую часть плавильного пространства. При плотности тока в электроде до 15 А/мм это перемещение невелико и проявляется в образовании не заполненного металлом углубления - кратера. При повышенных плотностях тока в электроде наблюдается достаточно заметное перемещение металла сварочной ванны вплоть до полного удаления жидкого металла из головного участка. Этим обусловливается различие уровней жидкого металла в головной и хвостовой части плавильного пространства (рис. 2-37). Для поддержания такой разности уровней должно существовать равенство между давлением дуги Рд и гидростатическим давлением жидкого металла и шлака Pp. Если Рд < Рр, то металл и шлак заполняют образовавшееся углубление, что имеет место в конце процесса сварки. Если Рд > Р, то нарушается нормальное формирование шва. После перемещения расплавленного металла в головной части плавильного пространства остается углубление - канавка. Поверхность ее покрыта тонкой пленкой жидкого металла, удерживаемой силами поверхностного натяжения. По мере передвижения дуги перемещающийся из последующего головного участка жидкий металл заполняет канавку. При этом происходит взаимное слияние поступившего металла с жидкой пленкой и дополнительное оплавление основного металла за счет теплоты, накопленной в перегретой сварочной ванне. При удалении источника нагрева в хвостовой части плавильного пространства начинает преобладать отвод теплоты в массу холодного металла над притоком теплоты и начинается затвердевание - кристаллизация сварочной ванны. В процессе затвердевания по границе расплавления образуются общие кристаллиты, что и обеспечивает монолитность соединения. Рис. 2-37. Расположение жидкого металла в головной и хвостовой частях сварочной ванны   Рис. 2-38. Зональная ликвация в металле шва При электрошлаковом процессе сварочная ванна в плане преимущественно имеет прямоугольное или близкое к прямоугольному очертание с постоянной шириной. Такая форма ванны определяется возвратно-поступательным перемещением электрода (электродов) и наличием над поверхностью ванны значительного количества жидкого перегретого шлака. Объем металлической ванны достигает в этом случае 80 см* и более. Форма ванны в поперечном сечении приближается к полуокружности или полуэллипсу. Переход металла сварочной ванны из жидкого состояния в твердое называют первичной кристаллизацией. Процесс первичной кристаллизации заканчивается образованием столбчатых кристаллитов Структуру металла шва, сформировавшуюся в результате первичной кристаллизации, именуют первичной. При затвердевании металла в нем развиваются диффузионные процессы, стремящиеся выравнять состав различных участков образовавшихся кристаллитов. Однако из-за значительной скорости остывания металла и медленного протекания процессов диффузии в твердых растворах не происходит полного выравнивания состава металла шва. Это определяет наличие зональной ликвации, т. е. неравномерного распределения элементов по сечению металла шва и внутридендритной неоднородности, заключающейся в неравномерном распределении элементов в пределах отдельных кристаллитов. Характер и степень микроскопической неоднородности оказывают существенное влияние на стойкость металла шва против образования трещин и на его механические свойства. Преимущественное развитие в сварных швах получает внутри-дендритная химическая неоднородность. Зональная ликвация проявляется в значительно меньшей степени в виде небольшого обогащения серой и некоторыми другими элементами поверхности шва при широкой форме провара (рис. 2-38, б) или по его оси при узкой форме провара (рис. 2-38, а). Степень дендритной и зональной ликвации в значительной мере зависит от условий остывания (кристаллизации) металла шва и его химического состава.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |