

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Рис. 13-25. Упрощенная структурная диаграмма наплавленных высокохромистых чугунов
5С,1 легирование высокохромистого чугуна бором существенно повышает его абразивную износостойкость, но снижает ударостойкость. Высокохромистые чугуны исполь- О зуют для наплавки зубьев экскаваторов, ножей бульдозеров, деталей загрузочных устройств доменных печей и т. п. Для наплавки металла этого типа разработано много составов и разновидностей наплавочных материалов. К ним относятся, например, штучные электроды ЦС-1 и ГН-1 (тип ЭН-У30Х28С4Н4-50), порошковые проволоки и ленты ПП-АН101, ПЛ-АН101, гранулированные порошки и др. Наплавленный металл склонен к образованию холодных трещин, предупредить которые, особенно при наплавке крупных деталей, очень трудно. Поэтому в большинстве случаев наплавленные детали эксплуатируют с трещинами в наплавленном слое. Так как эти трещины чаще всего не переходят в основной металл и мало влияют на абразивную износостойкость и общую работоспособность детали, то этот дефект часто считается вполне допустимым. Тем не менее при гидро- и газоабразивном износе трещины, расположенные вдоль потока с абразивными частицами, являются очагом разрушения наплавленного слоя. Условия образования холодных трещин при наплавке высокохромистых чугунов исследовали на примере типичного представителя этого класса - сплава сормайт 1 (300Х25НЗСЗ). Наплавку выполняли порошковой лентой ПЛ-АН101 одиночными валиками с поперечными колебаниями на режимах, обеспечивающих формирование слоя не в общей ванне (см. рис. 13-21). Холодные трещины появляются при температурах ниже 300° С, преимущественно при 20-250° С, причем скорость охлаждения на температуру образования трещин практически не влияет. Это обусловлено близостью величины временных и остаточных напряжений в наплавленном слое к пределу прочности наплавки при температурах ниже 300° С (рис. 13-26). Поскольку максимальные напряжения в наплавленном металле в значительной степени определяются пределом текучести основного металла о? вероятность образования холодных трещин можно в какой-то мере характеризовать отношением Ов/о? где а - предел прочности наплавленного металла. При а /а? > 1 вероятность возникновения трещин невелика. При а / а? < 1 трещин тем больше, чем меньше это отношение (см. зоны А и В на рис. 13-26). 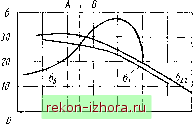 шо гоо 300 т зоо воо °с Рис. 13-26. Зависимость от температуры предела прочности наплавленного металла Ств> предела текучести основного металла От и максимальных продольных напряжений в наплавленном слое аг Л - зона высокой вероятности образования трещин, В - зона малой вероятности образования трещин 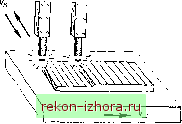 Рис. 13-27. Двухдуговая наплавка порошковой лентой с поперечным колебанием электрода электродов Ощ - направление движения изделия на шаг наплавки при крайних положе ниях электродов Указанные неравенства должны соблюдаться для всего диапазона температур, при которых возлюжно образование холодных трещин. Отсюда следует важный практический вывод: для уменьшения вероятности образования холодных трещин наплавку необходимо выполнять на основном металле или подслое с возможно низким пределом текучести, применение же подслоя из легированных сталей с высоким ст. (что иногда встречается на практике) приведет к увеличению количества трещин. Предварительный подогрев деталей до температуры 400-600° С и последующее замедленное охлаждение в печи позволяют устранить холодные трещины, но такая технология применима лишь для деталей небольшого размера и простой формы. Высокохромистые чугуны обладают повышенной абразивной износостойкостью при заэвтектической структуре. Поэтому при наплавке таких чугунов на низкоуглеродистую сталь важно стремиться к минимальной доле основного металла, иначе наплавленный слой из-за разбавления основным металлом будет содержать мало хрома и углерода и приобретет доэвтектическую или эвтектическую структуру (см. рис. 13-25) с пониженной износостойкостью. При наплавке заэвтектического сплава сормайт 1 порошковой лентой ПЛ-АН101, сравнительно широко применяемой в промышленности для уменьшения доли основного металла, используют прием, показанный на рис. 13-27. Для того чтобы сохранить высокую производительность (около 30 кг/ч) при минимальной доле основного металла, в этом приеме использованы повышенный вылет электрода, поперечные колебания электрода и умеренные токи на двух одновременно горящих дугах (рис. 13-28). Наплавку деталей сложной формы и небольших размеров выполняют шланговыми полуавтоматами порошковыми проволоками с внутренней защитой ПП-АН124, ПП-АН125, ПП-АН170 (табл. 13-8 и 13-9). При наплавке этими проволоками лучшие результаты по формированию валиков и уменьшению доли основного металла достигаются при поперечном колебании электрода с размахом 20-40 мм и вылете электрода 40-70 мм. Силу тока выбирают в зависимости от размеров и формы детали чаще всего равной 300-350 А, но возможна наплавка и на токах силой до 500 А. Ток постоянный, обратной полярности. При наплавке на переменном токе возрастают потери на разбрызгивание. Хромовольфрамовые теплостойкие стали типа Н используют для наплавки деталей, подверженных действию больших давлений и теплосмен. Наплавку осуществляют штучными электродами ИН-1 (тип ЭН-30ХЗВ8-40), сплошной и порошковой проволокой, а также металлокерамической лентой (см. табл. 13-4, 13-7, 13-8, 13-9, 13-11). Наибольшее распространение получила наплавка порошковыми проволоками ПП-ЗХ2В8 и ПП-25Х5ФМС под флюсом АН-20 применительно к восстановлению и упрочнению стальных валков горячей прокатки. Для предупреждения трещин, снижения внутренних напряжений и получения оптимальной структуры наплавленного металла необходим предварительный подогрев деталей до температуры 350-400° С. Наиболее удобен индукционный нагрев токами промышленной частоты; массивные детали диаметром свыше 650 мм целесообразно медленно нагревать в печи. Режим наплавки: /ее = 300-350 А, и = 28-30 В, скорость наплавки 36- 42 м/ч, шаг 6-8 мм. После наплавки обеспечивают замедленное охлаждение в утепленном коробе, а для массивных деталей - отпуск при температуре 520-540° С и охлаждение вместе с печью. Наплавку деталей сложной формы и глубоких внутренних поверхностей выполняют порошковой проволокой с внутренней защитой (ПП-АН130, ПП-2Х4ВЗФ-0 и др.). Наиболее частым дефектом при этом являются поры в наплавленном слое, что связано с несоблюдением режимов наплавки. Наплавка порошковой проволокой с внутренней защитой требует строгого соблюдения рекомендуемых для данной проволоки режимов, особенно заданного напряжения дуги. При повышении напряжения дуги ухудшаются условия защиты, наплавленный металл обогащается азотом и появляются поры. Проволоке соответствует Рис. 13-28. Влияние силы тока и вылета электрода на структуру наплавленного металла Порошковая лента ПЛ-АН101, размах колебаний 200 мм, скорость поперечного перемещения дуги 60 м/ч, шаг И-12 мм  С 20 W 60 80 100 120 Bbi/iem эттрок
|
|||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |