

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Продолжение табл. 13-9
* Ф - наплавка под флюсом; О - наплавка открытой дугой. гидропрессов, а также наплавки деталей, испытывающих трение металла о металл с большими удельными нагрузками. В ЦНИИ МПС разработаны самозащитные порошковые проволоки ПП-ТН250, ПП-ТН350 и ПП-ТН500 (цифра указывает твердость наплавленного слоя) для восстановительной и износостойкой наплавки различных деталей железнодорожного транспорта. Характерной особенностью этих проволок является высокая стойкость наплавленного металла против образования пор при повторной наплавке на детали, ранее наплавленные электродами со стабилизирующим покрытием или голой проволокой. Это достигнуто благодаря легированию наплавленного слоя титаном, который связывает азот в стойкие нитриды. Для наплавки слоя бронзы на сталь ИЭС им. Е. О. Патона разработаны порошковые проволоки ПП-Бр.ОС8-21, ПП-Бр.ОЦС6-6-3, ПП-Бр.ОСЮ-ЮА и ПП-Бр.АЖ9-4 (в названии марки указан тип наплавляемой бронзы). . Лента для наплавки. Технические требования, предъявляемые к электродной ленте, еще не стандартизированы. Обычно для наплавки используют холоднокатаные ленты из конструкционной, инструментальной и пружинной стали (ГОСТ 2283-69), стальную коррозионностойкую ленту (ГОСТ 4986-70) и ленту высокого омического сопротивления из жаростойких сплавов. Для наплавки коррозионностойких слоев на корпусах атомных реакторов и химической арматуре предложен ряд специальных составов лент холодного проката. Исходя из существующей мощности источников питания сварочной дуги наиболее часто используют ленту толщиной 0,4- 0,6 мм и шириной 30-100 мм. Специальные источники питания позволяют применить ленту и большей ширины, например 300- 400 мм. Холоднокатаная лента не может удовлетворить весьма разнообразным требованиям. Поэтому разработаны порошковые, литые и металлокерамические ленты. Порошковую ленту впервые использовали для автоматической наплавки ножей дорожных машин. Первоначально порошковую ленту изготовляли непосредственно наплавочным аппаратом путем ее формирования специальными роликами с одновременным заполнением оболочки соответствующими порошкообразными компонентами (рис. 13-10, а). Объединение операции изготовления электрода и наплавки в одном агрегате привело к сложной и ненадежной конструкции агрегата. В дальнейшем порошковую ленту стали изготовлять отдельно на специальных станах, снабженных роликами для формирования и завальцовки ленты-оболочки. Стан имеет дозирующее устройство для шихты и клеть валков для уплотнения сердечника. Процесс волочения отсутствует. На рис. 13-10, б показана порошковая лента, изготовляемая обычно шириной 40-50 мм. Лента, показанная на рис. 13-10, в, г, имеет сравнительно небольшую ширину (12-30 мм) и рассчитана на большие коэффициенты за- 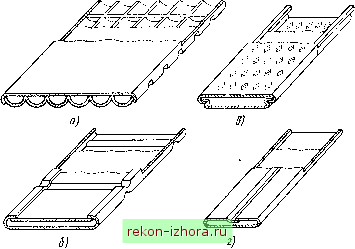 Рис. 13-10. Порошковая лента: а - конструкция О. А. Бакши и др.; б - конструкция ВПТИСтройдормаша; в, г - конструкции ИЭС им. Е. О. Патона полнения. При помощи порошковой ленты решаются те задачи легирования, которые трудно достижимы для порошковой проволоки. Сравнительно небольшая ширина порошковой ленты позволяет более равномерно распределить сердечник по сечению, устраняет его высыпание, а необходимая ширина наплавленного слоя достигается поперечным колебанием электрода при наплавке. Конструкция порошковой ленты, показанная на рис. 13-10, г, целесообразна при больших коэффициентах заполнения, ее изготовляют без процесса волочения. Это имеет валсноезначение, так как при тонкой и труднодеформируемой оболочке, например из никеля или кобальта, существует опасность разрывов ленты-оболочки при волочении. Характерной особенностью порошковых лент ПЛ-АН101 и ПЛ-АН102 является их универсальность. Они предназначены для наплавки под флюсом и открытой дугой. Порошковые ленты ПЛ-АН101, ПЛ-АН102 и ПЛ-АН111 выпускаются централизованно промышленностью. В ВПТИСтройдормаше разработаны также порошковые ленты (см. рис. 13-10, б) ПЛ-У40Х38ГЗРТЮ и ПЛ-УЗОХЗОГЗТЮ для наплавки под флюсом деталей строительных и дорожных машин, работающих в условиях абразивного износа: первая - при отсутствии ударов, вторая - с ударами. Литую ленту (табл. 13-10) изготовляют бесслитковой прокаткой жидкого металла. Толщина ленты 0,8--1,0 мм с допуском 0,3 мм. Литая лента поставляется в рулонах в отожженном состоянии, она выдерживает изгиб на 180° на оправке радиусом 20 мм.
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |