

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 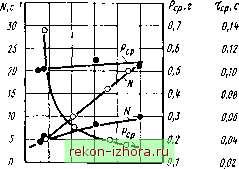
m 500 600 100 boo leg, a Рис. 2-28. Влияние силы тока: а - на массу Р(.р и число N переходящих капель; / - прямая полярность; ш JOD 600 100 т 1сдЛ S) б - VIS время взаимодействия капель Т 40 В; флюс АН-20; 2 - обратная полярность средственного контакта со столбом дуги. Капли могут также лететь внутри флюсового пузыря. Существенное влияние на характер переноса оказывают режимы сварки и полярность тока. При сварке на обратной полярности с увеличением силы тока уменьшается масса переходящей части капли Р и возрастает число переходящих капель Л. Время взаимодействия капель с окружающей средой тр уменьшается. На больших токах дуговой промежуток мал и подвижная сварочная ванна захватывает капли металла на торце электрода, не давая им возможности достигнуть больших размеров. При сварке на прямой полярности масса переходящей части капель и число переходов с ростом силы тока изменяются мало. Объясняется это увеличением плотности тока в активном пятне и возрастанием действия сил реактивного давления паров, которые способствуют удержанию капли на торце электрода (рис. 2-28). Под действием этих сил капли на торце сильно деформируются и вытесняются иногда на его боковую поверхность. С увеличением напряжения дуги при сварке на прямой и обратной полярности возрастает масса переходящей части капли Рр и снижается число переходящих капель (рис. 2-29, а). Время между переходами т также растет (рис. 2-29, б). При удлинении дуги создаются более благоприятные условия для свободного роста капли; вероятность коротких замыканий и непосредственного перетекания металла в ванну снижается. Установлено, что протекание реакций между металлом и флюсом зависит от времени их взаимодействия на торце электрода. Сварка в защитных газах. Наиболее полно особенности переноса металла изучены при сварке в аргоне. Для этого способа 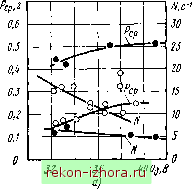 Рис. 2-29. Влияние напряжения дуги: tcp,C 0,П 0,12 0,10 0,06 0,06 0,0k 0,02 36 S) а - на массу и число JV переходя- / - прямая полярность, / = 470 -щих капель; н- 550 А; иа время взаимодействия капель т 2 - обратная полярность, / = 610- сварки наиболее характерным является капельный перенос металла с монотонным снижением размеров капель по мере возрастания силы тока. При достижении определенного значения тока, называемого критическим, размер капель резко уменьшается и перенос становится струйным (рис. 2-30). Изменение характера переноса связано с изменением соотношения сил, действующих на каплю. Увеличение силы тока приводит к возрастанию температуры жидкого металла на торце электрода. При достижении критического тока капли металла нагреваются до температуры кипения. Возрастание температуры жидкого металла приводит к значительному уменьшению силы поверхностного натяжения и увеличению испарения электродного металла. Повышение парциального давления паров металла в дуге способствует увеличению сечения столба дуги и размеров активных пятен. Благодаря увеличению размеров активного пятна на электроде осевая составляющая электромагнитной силы меняет направление и способствует отрыву капель. Величина этой силы с ростом тока возрастает. Уменьшение силы поверхностного натяжения и изменения направления и величины осевой составляющей электромагнитной силы являются основ- Рис. 2-30. Влияние силы тока на диаметр капель электродного металла при сварке в аргоне, алюминиевая проволока диаметром 1,6 мм, полярность обратная (С. J. CooKsey и др.) 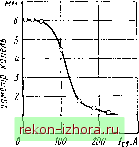 ис. 2-31. Изменения тока и напряжения дуги при им- Чц.В пульсно-дуговой сварке НОЙ причиной изменения ха- д рактера переноса при сварке в аргоне. Большое влияние на перенос оказывают и плазменные потоки, которые возникают в мощных дугах и направлены вдоль оси дуги.  Величина критического тока зависит от вылета и диаметра электрода: чем меньше диаметр электрода и больше вылет, тем меньше критический ток. Если металл имеет высокую теплопроводность (алюминий, медь), размер капель уменьшается без изменения геометрии переноса. Если теплопроводность металла низкая, конец электрода приобретает коническую форму и металл стекает в виде струи, так как электромагнитные силы вынуждают жидкость течь вниз. При очень большой величине и плотности тока наблюдается струйно-вращательный перенос металла. Его возникновение связывают с реактивным действием плазменного потока на электрод. В результате перегрева электрод размягчается по длине вылета и сила реакции струи изгибает его. При изгибе электрода изменяется направление струи и действие реактивной силы, что приводит к новому смещению электрода. При аргоно-дуговой сварке швов в вертикальном, горизонтальном и потолочном положениях практически невозможно добиться направленного переноса металла. Зачастую при сварке в диапазоне докритических токов образовавшаяся на электроде крупная капля (при обрыве дуги либо при коротком замыкании) отделяется и летит вниз, не попадая в ванночку. В последние годы был разработан способ активного воздействия на процессы плавления и переноса электродного металла - так называемый способ импульсно-дуговой сварки. Сущность его заключается в том, что на дугу постоянного тока накладываются мощные кратковременные импульсы тока, обеспечивающие формирование капли на торце электрода и перенос ее на изделие (рис. 2-31). В промежутках между импульсами электрод плавится при небольшой силе сварочного тока. При наложении импульса тока большой величины резко возрастают электродинамические силы. Скачкообразно возрастающее радиальное усилие способствует почти мгновенному образованию шейки, а быстрое увеличение осевого усилия ведет к интенсивному перемещению капли вдоль оси электрода в направлении ванночки жидкого металла с последующим отрывом ее и переходом в ван-
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |