

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Такие конструкции повсеместно применяют взамен литых, клепаных и кованых изделий. Эти преимущества сводятся к уменьшению расхода металла, снижению затрат труда, упрощению оборудования, сокращению сроков изготовления и увеличению съема продукции без увеличения производственных площадей. Значительно расширяются также возможности механизации основных технологических операций. Однако все преимущества сварки могут быть реализованы только при обеспечении необходимого качества сварных соединений, гарантирующих длительную и надежную работу их в условиях эксплуатации. Это достигается на основании глубокого изучения вопросов технологии сварки и установления связи ее с конструктивными формами и особенностями изготовляемой продукции. § 1-2. Краткая характеристика основных видов сварки Электрическая дуговая сварка. При электрической дуговой сварке, или коротко-дуговой сварке, нагрев и плавление металла осуществляется дуговым разрядом, возникающим между электродами. Энергию, необходимую для образования и поддержания дугового разряда, получают от источников питания постоянного или переменного тока. Широкое практическое применение находит дуга прямого действия (рис. 1-3, а), горящая между свариваемым металлом и специальным стержнем-электродом. Для сварки используется теплота, выделяемая в столбе дуги и на электродах. Значительно меньшее применение находит дуга косвенного действия, горящая между двумя стержнями-электродами. В этом случае для расплавления основного металла, который не включен в электрическую цепь, используется теплота, выделяемая при соприкосновении свариваемой поверхности со столбом (плазмой) дуги, и теплота, получаемая за счет излучения и конвекции. Сварку дугой косвенного действия можно выполнять как с присадочным металлом, так и без него. Ограниченное применение 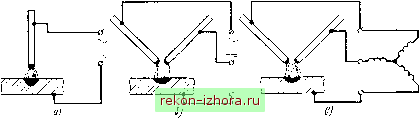 Рис. 1-3. Сварочные дуги дуги косвенного действия обусловлено ее меньшей эффективностью. Возможно использование комбинированной дуги, включенной в сварочную цепь по схеме, приведенной на рис. 1-3, б, или по трехфазной схеме (рис. 1-3, в). В этих случаях дуговой разряд возникает между электродами и между электродами и основным металлом. Дуговую сварку можно выполнять неплавящимся и плавящимся электродом. Сварку неплавящимся электродом осуществляют дугой прямого или косвенного действия. Шов образуется за счет плавления основного металла или основного и присадочного металлов. Материал электрода не участвует в образовании шва, к. п. д. дуги прямого действия достигает 0,3-0,4, к. п. д. дуги косвенного действия - 0,2-0,3. При сварке угольным электродом питание дуги, как правило, осуществляется от источника постоянного тока при прямой полярности - электрод соединен с отрицательным, а основной металл с положительным полюсом (зажимом) источника питания. Сварка угольным электродом при обратной полярности (основной металл соединяется с отрицательным, а электрод-с положительным полюсом источника питания) не находит практического применения из-за перегрева электрода, а при сварке стали - также из-за значительного науглероживания металла шва. При сварке на прямой полярности науглероживание основного металла не наблюдается. Сварку вольфрамовым электродом ведут на постоянном токе при прямой полярности или на переменном токе с обязательной защитой области дуги инертным газом, предохраняющим электрод от окисления. При сварке плавящимся электродом дуга горит между основным металлом и металлическим стержнем заданного химического состава, подаваемым в зону дуги по мере плавления. В состав шва входит расплавленный основной металл и металл плавящегося электрода - электродный металл, а в некоторых случаях еще и присадочный металл. В качестве плавящегося электрода используют сварочную (электродную) проволоку круглого сечения, порошковую проволоку, электродную ленту и специальные электроды более сложной формы. Питание дуги осуществляется от источника переменного или постоянного тока при прямой либо обратной полярности. В некоторых случаях (например, при сварке на больших скоростях несколькими дугами) применяют комбинированное питание От источников постоянного и переменного тока. В зависимости от числа электродов различают сварку одним, двумя и тремя электродами. Возможна сварка и большим числом электродов. Сварку, при которой все электроды подсоединены к одному полюсу источника питания, называют двухэлектродной (многоэлектродной) сваркой, или сваркой сдвоенным (строенным) электродом. Если каждый из электродов получает независимое питание, процесс называют двухдуговым (многодуговым). Сварка дугой прямого действия плавящимся электродом является основным видом электрической сварки плавлением, к. п. д. дуги при этом способе достигает 0,7-0,9. Сварку плавящимся электродом дугой прямого действия можно осуществлять без присадочного металла (рис. 1-4, а) или с присадочным металлом. Присадочный металл подают в зону сварки вручную или механизмом в виде проволоки, ленты и т. п. (рис. 1-4, б) или вводят в разделку (зазор) между свариваемыми кромками (рис. 1-4, в) в виде прутка, порошка, крошки, стружки, окатышей и т. п. Процесс сварки состоит из ряда последовательных операций, в результате которых формируется шов. К этим операциям относятся возбуждение и поддержание дугового разряда, манипуляция электродом для придания шву нужной формы и для направления электрода по оси соединения, перемещение дуги вдоль свариваемых кромок по мере формирования шва заданного сечения, прекращение процесса. В зависимости от того, производятся ли указанные операции вручную или при помощи механизмов, различают ручную полуавтоматическую и автоматическую сварку. При ручной сварке все операции, необходимые для образования шва, выполняют вручную без применения механизмов; электродами длиной 250-450 мм - сварка плавящимся электродом, или 200-300 мм - сварка неплавящимся электродом. Для подвода тока к электроду служит специальный держатель. В процессе сварки держатель находится в руке сварщика. При полуавтоматической сварке плавящимся электродом механизирована операция подачи электрода в зону дуги, для чего служит специальный подающий механизм. Манипуляции электродом, выполняемые для поддержания заданного режима, придания шву нужной формы и перемещения дуги вдоль свариваемых кромок, осуществляют вручную или при помощи простейшего механизма, приводимого в движение от руки. Сварку про- 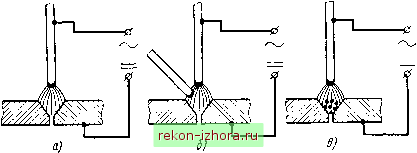 Рис. 1-4. Сварка дугой прямого действия плавящимся электродом: а - без присадочного металла, б - с присадочным металлом, подаваемым в зону дуги в процессе сварки; е - С присадочным металлом, вводимым между свариваемыми кромками
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |