

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 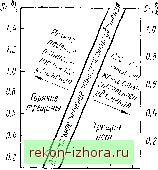
5 ада aff ада o,w f, /, а ом о,го о.зо о,цо c,so о,бос,% а] 5) Рис. 10-27. Влияние соотношения концентраций углерода и кремния на появление трещин в аустенитно-карбидных швах: с - при ручной сварке сплава типа 15-35; б - при сварке под флюсом стали типа 25-20 сталей. На этом принципе, например, построены электроды КТИ-7-62 типа ЭА-4ВЗБ2 (наплавленный металл ЗХ15Н35ВЗБ2 с 0,25-0,32% С) для сварки жаропрочного сплава ХН35ВТ (ЭИ612), электроды ОЗЛ-9-1 (наплавленный металл ЗХ25Н18 с 0,15-0,25% С) и сварочная проволока Св-30Х25Н16Г7 для сварки жаростойких сталей типа 25-20. 3 аустенитно-карбидных швах, так же как в чистоаустенитных, для повышения их стойкости против образования кристаллизационных трещин ограничивают содержание кремния до 0,3- 0,4%, а также снижают содержание серы и фосфора. Содержания углерода и кремния при этом рекомендуется поддерживать в определенных соотнощениях (рис. 10-27). Для создания в шве двухфазной аустенитио-боридной структуры достаточно легировать его бором в количестве более 0,2% . Важным преимуществом аустенитно-боридных щвов является возможность повышения в них содержания кремния без боязни образования в них кристаллизационных трещин. Например, в чистоаустенитных щвах типа Х14Н18В2Б кристаллизационные трещины обычно образуются уже при содержании 0,3-0,35% Si. Легирование этих щвов бором в количестве 0,32-0,36% позволило повысить в них содержание кремния до 0,56%, и трещины при этом не образовывались. Критическая скорость деформации швов первого состава при испытании их по методике ИМЕТ-II оказалась равной нулю, а второго--возросла до 3,5 мм/мин. Чем больще кремния в шве, тем выше должна быть концентрация бора. Так, для предотвращения образования кристаллизационных трещин в швах типа Х25Н20С2 с 2,5-3% Si содержание бора должно быть в пределах 0,4-0,7%. На этом принципе созданы сварочная проволока 08Х25Н20СЗР1 (ЭП532) и электроды ОЗЛ/АНЖ-16, дающие наплавленный металл SO SO
500 1000 3000 5000 ч Рис. 10-28. Влияние длительности старения на механические свойства аустенитно-боридной стали 08Х18Н12БР1 (ЭП381) с 0,63% В после старения при температуре 650° С (сплошные линии ) и 700° С (штриховые линии) типа 08Х25Н20С2Р1 с 0,4-0,60% В для сварки жаростойких сталей типов Х25Н20С2, 4Х18Н25С2 и сплавов типа ЗХ18Н35СЗ. При содержании выше 0,8-1,0% В в швах и околошовной зоне возможно образование холодных трещин. Устранение их достигается предварительным и сопутствующим подогревом сварного соединения до температуры выше 250-300° С. Бор в указанных концентрациях повышает прочность и жаропрочность аустенитных сталей и сварных швов при сохранении достаточно высокой и, что очень важно, стабильной во времени длительной пластичности (рис. 10-28, 10-29). Аустенитно-боридные стали и сплавы применяют преимущественно в качестве жаропрочных и жаростойких конструкционных материалов. Возможно их применение также и в качестве коррозионностойких материалов. Выявлено положительное влияние боридной фазы на стойкость аустенитных сталей и сварных швов против коррозионного растрескивания в некоторых хлоридосодер-жащих средах, в частности в хлористом магнии и морской воде. Наличие хромоникелевой эвтектики в металле шва способствует измельчению его структуры и повышению стойкости против образования кристаллизационных трещин. В бинарной системе Сг-Ni хромоникелевая эвтектика образуется при 49% Ni. Однако в реальных сплавах, содержащих в качестве примесей или легирующих элементов марганец, кремний, вольфрам, молибден и другие элементы, хромоникелевая эвтектика образуется и при меньших содержаниях никеля. Естественно, что это не чистая хромоникелевая фаза, она, подобно боридной фазе, содержит в себе значительные количества примесей и легирующих элементов. Известен ряд хорошо сваривающихся зарубежных и советских сплавов этого типа ХН50 (ЭП668), ХН35В (ЭП468) и др. 6, KZCJMM 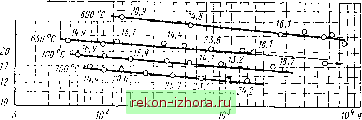 Рис. 10-29. Д.пительная прочность аустенитно-боридной стали 08Х18Н12БР1 (ЭП381) с 0,57% Б при различной температуре (цифрами у точек указано относительное удлинение) Сварочная проволока из сплава ЭП668 обеспечивает получение двухфазных (аустенит и хромоникелевая эвтектика) швов, стойких против образования кристаллизационных трещин. Высокохромистые сплавы и сварные швы коррозионностойки при высоких температурах вплоть до 1000-1200° С в серосодержащих (HgS, SO2 и др.) средах, в топочных газах, имеющих в своем составе VOj (вызывает так называемую ванадиевую коррозию), и в некоторых средах, содержащих активные азот или хлор, например, в хлористом нитрозиле N0C1. Применение фтористо-кальциевых электродных покрытий и фторидных сварочных флюсов способствует измельчению структуры металла шва и повышению в результате этого его стойкости против образования кристаллизационных трещин. Электроды с основным покрытием и фторидные флюсы по этой причине нашли преимущественное применение при сварке высоколегированных сталей и сплавов. Помимо перечисленных чисто металлургических средств находят применение некоторые технологические приемы повышения стойкости высоколегированных швов против образования кристаллизационных трещин. Эти приемы в основном рассчитаны на изменение формы шва и характера кристаллизации металла. Особенность дуговой сварки высоколегированных сталей заключается в том, что в ряде случаев стойкость металла шва против образования кристаллизационных трещин падает с увеличением коэффициента формы шва (рис. 10-30). При электрошлаковой сварке пластинчатым электродом некоторых высоконикеле- 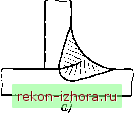 Рис. 10-30. Влияние коэффициента формы провара на стойкость металла шва против кристаллизационных трещин а - коэффициент провара 2, трещины есть, б - коэффициент провара 1,3, трещин нет
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |