

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением толстостенных конструкций стали, микролегированные церием, титаном, алюминием н другими активными по отношению к вредным примесям элементами. Эти элементы связывают примеси в дисперсные тугоплавкие соединения, равномерно распределенные в свариваемом металле. Наиболее важным в этом отношении является нейтрализация вредного влияния серы. Наилучшие же результаты достигаются при сочетании микролегирования с электрошлаковым переплавом основного металла, благодаря чему не только предупреждается образование трещин, но и значительно повышается стойкость околошовной зоны против хрупких разрушений Помимо трещин в околошовной зоне замыкающего участка кругового шва образуются и трещины в металле шва. По этой причине сварку этого участка приходится выполнять с понижением силы тока до 200-250 А. Для электрошлаковой сварки среднелегированных сталей (см §10-7) применяют флюсАН-8и сварочные проволоки Св-10Г2, СВ-12Г2Х, Св-ЮГСМТ, Св-18ХМА и Св-10Х5М. Повышение содержания углерода и некоторых легирующих элементов в шве достигается за счет увеличения доли основного металла в металле шва. При использовании режимов сварки, приведенных в табл. 10-12, эта доля превышает 50%. В ряде случаев большие трудности возникают в связи с необходимостью выполнения печной высокотемпературной термообработки сварных соединений крупногабаритных конструкций, изготовленных с применением электрошлаковой сварки. Поэтому большое внимание уделяется вопросу изыскания технологии сварки, марок сталей и сварочных материалов, которые позволили бы отказаться от такой термообработки. Для устранения перегрева в околошовной зоне можно использовать специальный метод электрошлаковой сварки, предусматривающий наплавку на кромки слоя металла, стойкого против перегрева. 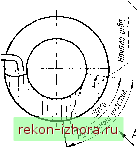 BuffA ВидВ 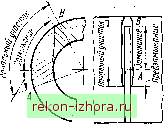 Прфамьтиие Рис. 10-21. Схема электрошлаковой сварки круговых швов толстостенных конструкций (б = 80 мм), позволяющая избежать образования надрывов в участке замыкания
Ограничения перегрева в околошовной зоне и предупреждения образования грубокристаллической структуры в металле шва можно достигнуть также следующими приемами: 1) уменьшением зазора между кромками, использованием сварочных проволок малых диаметров (1,6-2 мм) и больших вылетов электрода; 2) осуществлением выделения основной части энергии в зоне сварки непосредственно у ползунов и ускорением в результате этого охлаждения соединения. В отдельных случаях такое ускорение охлаждения достигается путем опрыскивания соединения водой при помощи специального устройства; 3) прерывистой подачей энергии в зону сварки при помощи специальных прерывателей. При этом обеспечивается минимальное, но достаточное проплавление свариваемых кромок, а ширина участка перегрева уменьшается. Особое внимание уделяется металлургическому направлению исследований проблемы отказа от высокотемпературной термообработки соединений, выполненных электрошлаковой сваркой. Сущность этого направления состоит в изыскании рационального легирования сталей и сварочных проволок, а также выборе составов сварочных флюсов, позволяющих получать достаточно высокие механические свойства околошовной зоны и металла шва без применения высокотемпературной термообработки. Проведенные в ИЭС им. Е. О. Патона исследования применительно к стали 12ХМ показали перспективность рафинирования и микролегирования основного металла церием, алюминием и титаном, а также повышенного легирования хромом и дополнительного легирования марганцем и никелем. Механические свойства металла шва можно повысить, дополнительно легируя его небольшими количествами циркония и применяя флюс АН-22 взамен флюса АН-8. При этом повышение механических свойств достигается в основном за счет улучшения первичной и вторичной структуры металла шва, а также вследствие уменьшения количества и улучшения состава и распределения неметаллических включений. Для упрочнения и удешевления изготовления сварных конструкций при помощи электрошлаковой сварки используют местную термообработку. Газопламенные или индукционные нагреватели располагают с одной стороны при термообработке соединений толщиной до 80 мм и с двух сторон - толщиной до 160 мм. По механическим свойствам соединений местная термообработка не уступает печной. Благодаря применению рассмотренных методов непрерывно расширяется номенклатура ответственных сварных конструкций, изготовляемых электрошлаковой сваркой без высокотемпературной обработки вообще или же при замене печной обработки местной термообработкой соединений. Электроннолучевая сварка. Этот вид сварки целесообразен во всех случаях, когда необходимо с высокой производительностью и при ограниченной термообработке получить сварные соединения, равнопрочные (равноценные) с основным металлом- высококачественной металлургически и термически улучшенной среднелегированной сталью. Соединения, сваренные электронным лучом, отличаются высокой стойкостью против образования холодных трещин, а также минимальной величиной сварочных деформаций. Отмеченные преимущества способа обусловлены высокой концентрацией и большой скоростью нагрева, кинжальной формой проплавления основного металла, большими скоростями кристаллизации и охлаждения сварочной ванны и сварного соединения в целом. Погонная энергия однопроходной электроннолучевой сварки в несколько раз меньше, чем при других видах сварки плавлением (табл. 10-13). Так, в случае стыкового соединения металла толщиной 30 мм она составляет примерно 3 ккал/см при электроннолучевой и 30 ккал/см при дуговой сварке под флюсом. Благодаря большим скоростям нагрева и охлаждения в электроннолучевых соединениях формируется весьма мелкозернистая структура металла шва (рис. 10-22) и предельно ограничиваются перегрев и разупрочнение околошовной зоны (см. рис. 10-8). Ширина столбчатых кристаллитов и ликвационных прослоек по их границам при электроннолучевой сваркезначительно меньше, чем при дуговой однопроходной сварке стали такой же толщины. Электроннолучевая сварка с большой скоростью значительно повышает производительность процесса в особенности при замене многослойной электродуговой сварки однопроходной электроннолучевой. Сопоставление режимов и погонной энергии сварки, показателей прочности и степени разупрочнения для сварных соединений высокопрочной стали 42Х2ГСНМА (а = 205 кгc/мм б = 4,5 мм) приведено в табл. 10-14.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |