

|
|
Разделы сайта
Читаемое
Обновления Jul-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением
 -20 -18 -W -fi4 -11 -W
-ZO -18 -W -Ik -n -10 -8 -6 -4 -2 0 x,CM
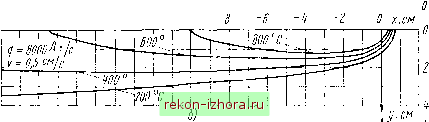
у, CM Рис. 2-17. Влияние режима сварки на температурное поле квазистационарного состояния в стальной пластине толщиной 1 см; % = 0,38 Вт/см, су = 4,8 Дж/см.град, а = 0,08 cmVc а - изменение скорости сварки о; б - изменение мощности источника теплоты q, в - изменение мощности н скорости при q/v = const
у,см -20 -16 -12 -8 О Цх,см
у, см у, см -го -16 -12
у, см Рис. 2-18. Влияние теплофизических свойств материала на характер температурного поля в пластине толщиной 1 см, = 4200 Вт, v = 0,2 см/с: а - сталь низкоуглеродистая, X = 0,38 Вт/см- град, а = 0,08 cmVc б - сталь хромоникелевая, я, = 0,25 Вт/см-град, а = 0,053 cmVc, в - алюминий, Х=2,7 Вт/см-град, а = 1,0 cmVc г - медь, X = 4,2 Вт/см- град, а = 0,95 cmVc лопроводности материала, при прочих равных условиях, способствует заметному укорочению изотерм и некоторому их сужению. Уменьшение теплоемкости металла су оказывает примерно такое же влияние, как и уменьшение скорости сварки. Для массивных тел влияние перечисленных параметров режима сварки и свойств материала на температурное поле квазистационарного состояния качественно такое же, как и при сварке пластин. Однако, в отличие от сварки пластин, изменение скорости сварки в основном влияет только на ширину изотерм, а не на их длину. Термический цикл. Изменение температуры данной точки тела во времени называется термическим циклом. При однопроходной сварке (наплавке) имеет место простой термический цикл, цока- 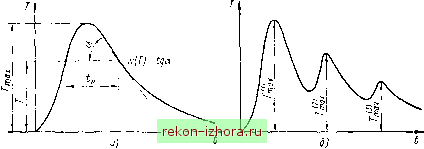 Рис. 2-19. Схемы сварочных циклов: а - простого, б - сложного занный на рис. 2-19, а. При многопроходной сварке термический цикл сложный (рис. 2-19, б). Основными параметрами простого термического цикла являются максимальная температура, скорость нагрева и скорость охлаждения, а также длительность пребывания материала выше заданной температуры. Эти характеристики зависят от режима сварки, теплофизических свойств материала, конфигурации изделия, условий его охлаждения, температуры предварительного подогрева. Заметное влияние на термические циклы металла шва и околошовной зоны оказывает также и способ сварки, особенно, если сравниваются электрошлаковая и дуговая сварка или же сварка электронным лучом. На рис. 2-20 приведены характерные термические циклы для околошовной зоны с максимальной температурой нагрева 1300° С при сварке стального изделия. Кривая / относится к однопроходной электрошлаковой сварке пластин толщиной 100 мм на режиме /,з = 450 А, U = 38-40 В, и = 0,7 м/ч; 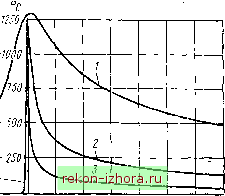 -т -500 - 200 -100 о W0 200 300 If00 500 600 с Рис. 2-20. Сопоставление термических циклов точек околошовной зоны
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |