

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением Таблица 2-3 Значения Ци Для различных сварочных дуг Способ сварки Под флюсом.................. Плавящимся электродо.м с качественным покрытием В углекислом газе ................ В углекислом газе с порошковой проволокой . . , В аргоне неплавящимся электродом ....... В аргоне плавящимся электродом ....... Вибрирующим электродом в струе жидкости . . . 0,80-0,95 0,70-0,85 0,58-0,72 0,70-0,85 0,50-0,60 0,70-0,80 0,60-0,70 При углублении дуги в сварочную ванну связано с улучшением теплообмена между дугой и изделием, а также с уменьшением потерь теплоты с разбрызгивающимся электродным материалом. Опыт показывает, что в дугах, мало погруженных в металл изделия, скорость плавления электродов не зависит от длины дуги. Это означает, что плавление происходит главным образом за счет энергии, получаемой электродами от примыкающих к ним областей дуги и потенциальной энергии электронов. В этих случаях к. п. д. дуги приближенно может быть найден из соотношения Г1 = -!, (2-10) где и, f/g и f/д - падения напряжения в катодной области, анодной области и общее падение напряжения дуги соответственно. Дуги, сильно погруженные в металл изделия (например, при сварке под флюсом), нагревают и плавят металл частично и энергией столба AU, поэтому их к. п. д. и. + а + Ас, (2-11) Расчет по уравнению (2-10) для большинства открытых дуг длиной 3-6 мм дает к. п. д. 50-65%. При полном погружении дуги, когда потери излучения столба возможны только через зазоры между поверхностью ванны и стержневым электродом, к. п. д. по уравнению (2-11) оценивается примерно в 75-85%. Теплота, затрачиваемая дугой на нагрев электрода, флюса или защитного газа (жидкости), также во многом зависит от характеристики дуги, условий и режима сварки. В табл. 2-3 приведены отдельные данные для этих величин, дающие представление о количестве теплоты, расходуемой дугой на нагрев электрода, флюса и защитного газа. Характерно, что сумма всех эффективных коэффициентов (с учетом г] ), как правило, заметно больше единицы (за исключением сварки неплавящимся электродом). Это связано с наличием не- Таблица 2-4 Значения эффективного к. п. д. для различных составляющих теплового баланса дуги
прерывного теплообмена между отдельными потребителями тепловой энергии сварочной дуги. Например, для случая сварки плавящимся электродом под флюсом теплота, затраченная на нагрев электрода и флюса, участвует затем в нагреве основного металла, что в определенной степени оказывает влияние на характер ввода теплоты сварочной дуги в изделие. Согласно наиболее распространенной схеме, теплота непосредственно передается изделию через эффективное пятно дуги, конвективными потоками плазмы вдоль столба дуги и радиационным излучением. Распределение удельного теплового потока q таких дуг приближенно можно выразить кривой Гаусса (нормальным законом распределения): где - наибольший тепловой поток в центре пятна, Вт/см; k- коэффициент сосредоточенности источника, 1/см; г- радиальное расстояние от оси дуги, см. Наиболее близко такой схеме соответствуют дуги сравнительно небольшой мощности при сварке покрытыми электродами с небольшим количеством шлакообразующих в покрытии, а также дуги с неплавящимся электродом, горящие в среде аргона. При сварке мощными дугами электродами с качественным покрытием либо под флюсом значительная часть теплоты вводится в изделие через присадочный материал, шлак или флюс (см. рис. 2-14), что приводит к существенно более сложному распределению теплового потока. Электрошлаковая сварка. Выделение теплоты при электрошлаковом процессе происходит в результате прохождения электрического тока через расплавленный шлак. Выделяемое в шлаковой ванне в единицу времени количество теплоты q пропорционально тепловому эквиваленту подводимой электрической энергии. Другие источники теплоты столь невелики, что ими можно пренебречь. Эффективная мощность источника теплоты при электрошлаковой сварке всегда меньше q, так как она не включает часть теплоты, теряемой шлаковой ванной на теплоотдачу в окружающую среду и в формирующее устройство (рис. 2-15). Теплота поступает в из- 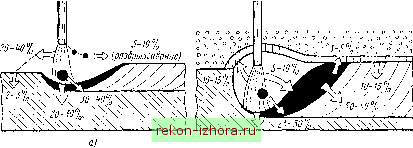 го-iol 5) Рис. 2-14. Схема ввода теплоты в изделие сварочной дугой: а - открытая дуга небольшой мощности; б - дуга большой мощности под слоем флюса делие С расплавленным электродным металлом и в результате конвективного теплообмена между шлаковой ванной и поверхностью основного металла. Перенос теплоты в ванне приближенно можно представить следующей схемой. Сварочный ток в основном проходит через зону шлаковой ванны, ограниченную усеченным конусом, верхнее основание которого имеет диаметр электрода (активный конус шлаковой ванны). Максимальная температура этой зоны более 2000° С. По мере приближения к металлической ванне температура активной зоны несколько снижается вследствие уменьшения плотности тока и наличия интенсивных конвективных потоков. Металлическая ванна аккумулирует значительную долю теплоты, выделяемой в шлаковой ванне. Таким образом, по сравнению с дуговой сваркой при электрошлаковой сварке в передаче теплоты от источника нагрева к основному металлу участвуют значительные массы жидкой среды (расплавленного шлака и металла), распределение теплоты в которой в большой степени определяется конвективными потоками. lyio Рис. 2-15. Тепловой баланс электрошлаковой сварки стали толщиной ~100 мм: / - плавление проволоки, 2 - плавление основного ме- талла, 3 - потери на излучение; 4 - нагрев кромок излуче- нием; 5 - перегрев металла ванны; 6 - нагрев ползунов шлаком. 7 - нагрев ползунов метал-
|
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |