

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением висимости от типа покрытия и от условий сварки изменяются в широких пределах. Наряду с отечественными марками электродов при сварке низкоуглеродистой стали в СССР применяются зарубежные электроды. Конструкции из низкоуглеродистой стали подготавливают под сварку в соответствии с общими положениями, приведенными в §5-3. Режим сварки низкоуглеродистой стали выбирают в зависимости от толщины свариваемого металла и типа шва (однослойный, многослойный): Толщина металла, мм ...... 0,5-1,0 1,1-2,0 2,1-5,0 5,1-10,0 10,1-20,0 Свыше 20,0 Диаметр электрода, мм .... 1,0-1,5 1,5-2,5 2,5-4,0 4,0-5,0 5,0-6,0 6,0-8,0 В табл. 9-8 приведены данные для выбора оптимального значения тока при сварке электродами различных марок и диаметров. Род и полярность тока выбирают исходя из особенностей электродного покрытия. При ручной дуговой сварке низкоуглеродистых сталей на всех практически применяемых режимах обеспечиваются достаточно высокие пластические свойства металла околошовной зоны. Поэтому в большинстве случаев не требуется применения специальных технологических мер, направленных на предотвращение образования на этом участке закалочных структур. Однако при сварке угловых швов на толстом металле и сварке первого слоя многослойного шва рекомендуется предварительный подогрев свариваемых деталей до температуры 120-150° С, что обеспечивает повышение стойкости металла шва против кристаллизационных трещин. При исправлении дефектных участков швом малого сечения (беглым швом) в связи со значительными скоростями остывания металла этот подварочный шов обладает пониженными пластическими свойствами. Поэтому подварку дефектных участков следует производить швами нормального сечения длиной не менее 100 мм. Для уменьшения скорости охлаждения перед исправлением дефектного участка рекомендуется местный подогрев примерно до температуры 150° С. Подогрев можно производить любым способом. Менее эффективны последующие местный отпуск или нормализация ремонтировавшегося участка шва. Наличие непереваренных прихваток и мест с подваркой беглым швом резко снижает пластичность металла на этом участке и может привести к понижению эксплуатационной надежности конструкции. Механизированные способы сварки покрытыми электродами применяются в СССР в ограниченном объеме. Наряду с этим получила распространение полуавтоматическая и автоматическая сварка порошковыми проволоками. Сварка выполняется с помощью серийных полуавтоматов. Марка электрода АНО-3 АНО-4 (А) при положении шва в пространстве 100- 140 170- 200 200- 270 270- а. ч oj та я М 90-110 140- 160 150- 100- 120 140- 170 Порошковая проволока марки ПП-АНЗ применяется для сварки металла толщиной более 5 мм (постоянный ток, обратная полярность, жесткая характеристика источника питания). Металл шва соответствует требованиям, предъявляемым к электродам типа Э50А (режимы сварки см. на рис. 9-6). Сварка под флюсом. Получение равнопрочных сварных соединений при сварке низкоуглеродистой стали под флюсом достигается в основном за счет применения высококремнистых марганцев флюсов АН-348-А, ОСЦ-45 и т. п. и низкоуглеродистой сварочной проволоки Св-08 и Св-08А. При этом достигается высокая стойкость металла шва против образования кристаллизационных трещин и пор. При сварке особо ответственных сварных конструкций эти флюсы применяются в сочетании со сварочной проволокой Св-08ГА (см. гл. 7). Основной объем работ по автоматической сварке низкоуглеродистой стали выполняется сварочной проволокой диаметром 4 и 5 мм. Для автоматической сварки тонкого металла используется проволока диаметром 0,8-3 мм. Полуавтоматическая сварка выполняется проволокой диаметром 0,8-2 мм. Сварка стыковых швов. В конструкциях из низкоуглеродистой стали широко применяется сварка стыковых швов без разделки кромок. Увеличение доли основного металла в металле шва, характерное для этого случая, не является препятствием для применения такой технологии, так как содержание углерода в основном металле невелико. Разделка кромок необходима для улучшения формирования шва и в тех случаях, когда толщина основного металла превосходит толщину, которую можно проплавить без разделки кромок.
Значение токов при сварка электродами различных марок и диаметров Рис. 9-6. Область рекомендуемых режимов сварки порошковой проволокой ПП-АНЗ диаметром 3 мм Режим сварки стыковых соединений зависит от типа шва (односторонний, двусторонний, однослойный, многослойный), способа подготовки кромок (без разделки кромок, с разделкой кромок, с обязательным зазором) и от способа удержания сварочной ванны (на флюсовой подушке, на медной прокладке, с ручной подваркой). При сварке на флюсомедной или стальной подкладке режим сварки двусторонних швов такой же, а режим сварки односторонних швов отличается несколько большей силой тока (табл. 9-9, 9-10, 9-11). 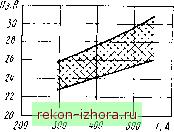 Таблица 9-9 Типичные режимы автоматической сварки под флюсом стыковых швов на флюсовой подушке без разделки кромок с обязательным зазором
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |