

|
|
Разделы сайта
Читаемое
Обновления Jun-2026
|
Промышленность Ижоры --> Сварка металлов и сплавов плавлением 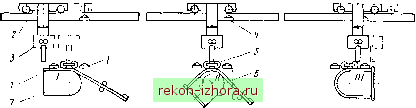 Рис. 8-76. Сборочно-сварочный станок для изготовления кузовов шахтных вагонеток: / - прижим: 2 - ходовой механизм 3 - сварочная головка; 4 - концевой выключатель: 5 - валки; 6 - боковина вагонетки; 7 - кондуктор с двух сторон прижимаются полусферы пневмоприжимами, определяет положение стыка относительно электрода. В дальнейшем нож убирается, полусферы прижимаются друг к другу, включается вращение изделия, и начинается сварка. Станок для сварки лент в процессе прокатки металла включает операции одновременной обрезки кромок под сварку, их совмещение, поджим формирующей подкладки и сварку. Для этого станок (рис. 8-78) снабжен гильотинным ножом. Существуют сборочно-сварочные установки для изготовления статоров двигателей, где совмещены операции сжатия пакета и сварки, для изготовления шахтных стоек и др. Поточные, механизированные и автоматизированные линии позволяют добиться полной комплексной механизации процесса S W 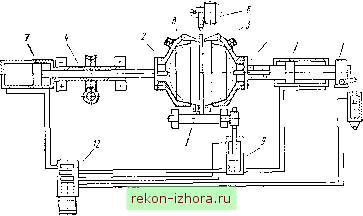 Рис. 8-77. Сборочно-сварочный станок для изготовления пустотелых шаров: / - лоток питателя; 2 - патрон; 3 - задающий нож; 4 - вращатель; 5 - пневмоприжим; 6 - сварочная головка; 7 - выталкиватель; 8 - захват; 9 - пневмоцилиндр поворота задающего иожа; 10 - пневмоклапан; - выталкиватель; 12 - коммутатор 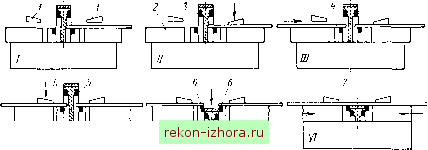
Рис. 8-78. Схема работы станка для сборки и сварки лент в процессе непрерывной прокатки: / - протягивание предыдущей ленты, зажимы / подняты; II - фиксация предыдущей ленты по ползуну 3, ее центровка и зажим, столы 2 раздвинуты; / - подача последующей ленты, ее центровка; IV - зажим последующей ленты; V - обрезка кромок ножами 5 и й; VI - сведение лент столами 2, движущихся по станине 4, и поджим подкладки 7; VII - сварка головкой 8; VIII - снятие зажимов / и отвод столов 2; IX - подъем ползуна 3 изготовления сварных конструкций. Именно линии, а не отдельные машины позволяют достичь наибольшего эффекта в механизации процесса. Такие линии охватывают ряд смежных со сваркой операций, например заготовительных, правильных, формовку, очистку, окраску и др. Линии предусматривают выполнение межоперационного транспорта и контроль качества. Поточная линия производства труб большого диаметра включает изготовление листовых заготовок, их гибку в гидравлических прессах, сварку наружных, а потом внутренних продольных швов, калибровку труб с помощью гидравлических экспандеров, контроль отделки и сдаточные испытания. Сборка и сварка наружных швов производится на стане, который в процессе сварки обжимает трубу и тем самым плотно прижимает друг к другу свариваемые кромки. В процессе сварки направление электрода по шву осуществляется следящей системой по опорной линии, нанесенной параллельно одной из кромок в процессе изготовления листовой заготовки. Линия производства крупнопрофильных балок содержит сборочный стан, где собираются пояса и стенка. При этом стенка предварительно растягивается для предотвращения развития в ней высоких остаточных напряжений и деформаций выпучивания Сварка выполняется при помощи высокопроизводительных трехэлектродных автоматов. Кроме того, линия содержит оборудование для обработки листов и готовой2 балки, для их правки, отделки, транспортировки и т. д. В автоматической линии производства задних мостов легковых автомобилей только заготовки закладывают вручную. В кондукторе эти заготовки сжимаются и прихватываются точечной сваркой. В дальнейшем свариваются два продольных шва и после кантовки моста - еще два шва. Сварка выполняется под флюсом, в связи с чем в линии имеется вибратор для удаления шлаковой корки и система подачи и отсоса флюса. Существуют линии изготовления деталей вагонов, автомобилей и многие другие.
|
|||||||||||||||||||||||||||||
|
© 2003 - 2026 Prom Izhora
При копировании текстов приветствуется обратная ссылка |